
When learning a new skill, many people make the mistake of jumping onto the stuff that needs years of training before mastering the basics. Before you start learning different welding techniques it is important that you become well-versed with the basic techniques and equipment. You may rush through the lessons and convince yourself that you are good enough but when you move to the more complicated stuff you will feel stuck.
One of the most crucial and basic thing to learn is welding arcs. You cannot call yourself a pro welder until you master the correct arc length, arc characterisitcs, and how to strike the perfect arc. The question is what is the correct arc length in welding? Well, arc length can vary depending on the voltage and current being used to weld. Experts Trusted Source SciELO - Brasil - A Contribution to Arc Length Discussion A Contribution to Arc Length Discussion An investigation was raising the question: “What does ‘arc length’ mean?” Actually, it is considered expressing a kind of natural relationship between arc voltage and arc column shape. www.scielo.br maintain that 0.1 inches is the base distance. This article looks into the details of arc length in welding. Read on to find out why it is so important.
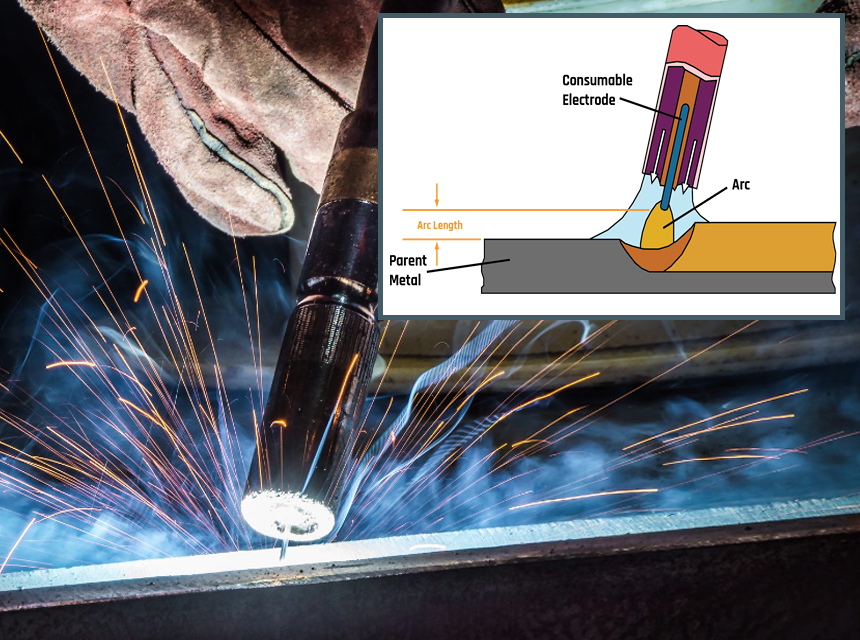
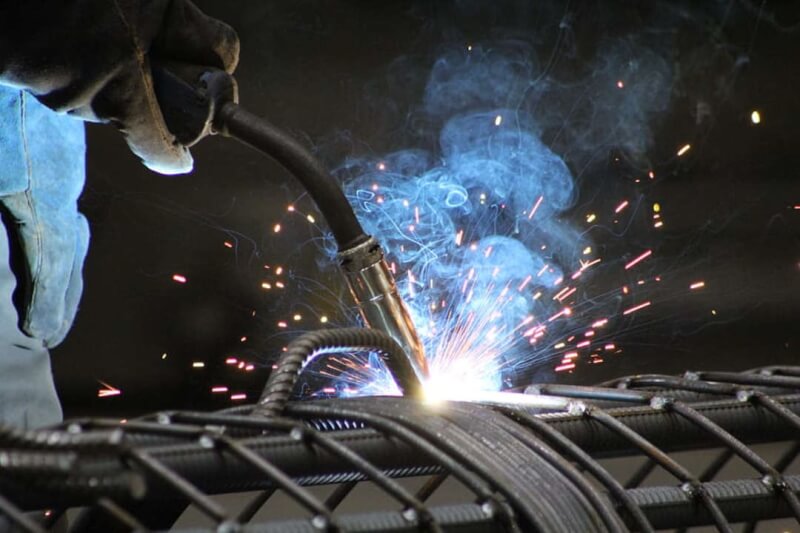
Arc length is the total distance between the welding nozzle and the metal being welded. With a shorter arc length, you will have an adequate amount of shield gas around your weld but you will experience more spatter on the nozzle. A longer arc, on the other hand, results in less shield gas around your weld, a weaker weld, and a lot of spit and sputter on the wire.
To avoid making a mess, you should aim to get the correct arc length when welding. Yes human is to err but doing a clean job will save your reputation as a welder. Maintain the right arc length is a skill that takes years to master.
Arc length can fluctuate because of a plethora of reasons but the general base is estimated to be around 0.1 inches. Some welders recommend keeping the tip within ¼ to 3/8 inches for the ultimate range. Others argue that this is too far and may result in a weak arc and an awful looking weld.
Some experienced TIG welders claim that the appropriate range is 1/32 to 1/8 of an inch. Just be extra keen to avoid getting too close. If you can make a 0.1 inch distance, you will easily achieve perfection.
Always ensure your tip is nice and close to the weld without touching the surface regardless of the type of welding machine you have. If you are looking to upgrade or invest in the best welding machine, check out the popular LOTOS LTPDC2000D. It is a 3-in-1 combo welding machine with a plasma cutter, TIG welder and stick welder. It is remarkably easy to set up and use and there’s no limit to what you can do with this beast of a welder.
The Weldpro MIG155GSV is also a great option. It is a very compact and portable yet capable MIG and STICK welder with dual 220/110v voltage.
Just maintain a consistent length away and move smoothly and steadily to achieve a consistent weld throughout the piece. What’s more, you will get better penetration and the weld will be much stronger and uncontaminated.
Pro tip: if your arc length is parallel to the diameter of the electrode you are using it is probably correct.

Arc length may sound too simple but it can affect the quality of your weld gravely. For a high-quality weld you need to get the arc length right.
When you hold the electrode too close to the base metal, you will end up with an uneven weld. It may even feel like you dragged it by the rod. Moreover, the final weld will be weaker and will have a lot more slag inclusions. There’s also the possibility of your weld getting contaminated with the molten metal you are working with. This may result in build-up in your welder or a completely ruined weld. Another negative effect of a shorter arc length is the possibility of the electrode getting stuck on the base metal.
A longer arc length also has a few effects on the quality of a weld. The first obvious effect is that the arc can keep going out causing a break in the flow of the weld. This means the weld will be weak and you won’t be able to penetrate well. You will also get flat and wide welds with a ton of spatter because the arc’s heat spreads out and you lose control. Another thing is the arc will become very unstable and difficult to handle. The worst is you will have a very difficult time removing the slag formed around the welded area from the edges.
Calculating arc length is more of an art than science, although you need some basic math knowledge. You can calculate it in degrees or radians using a formula.
To calculate arc length in degrees, use the following formular: A = (0/360) x (D x r) whereby
A is the arc length
0 is the arc’s angle in degrees
r is the circle’s radius
D is the circle’s diameter
To calculate arc length in radians use the formula A= r x 0 where
A is the arc length
r is the circle’s radius
0 is the arc angle in radians
You can use a scientific calculator to complete these calculations if you find it difficult to finish them manually. Many welders do understand the concepts of calculations and measurements but very few enjoy math. If you understand the terms and where the numbers should go, you won’t have much trouble.
Getting the correct arc length is not all. You need to maintain it to achieve the best quality welds. Maintaining a consistent arc length needs practice and dedication. It may even take year to master the skill. However, there are tips and hacks that can help you become a pro pretty fast.
The first thing you ought to do is ensure that you are using the correct amperage settings for the electrode. The wrong settings will give you a hard time trying to maintain and strike a consistent arc length. You can refer to an electrode amperage chart Trusted Source Electrode Amperage Chart — Baker's Gas & Welding Supplies, Inc. Here is a detailed stick electrode welding amperage chart. Whether you are a novice welder or a seasoned pro, this chart is a handy tool to keep close while welding. bakersgas.com for accuracy. Second, you need to ensure that your arc length is not too varying from the diameter of your electrode. Remember if the arc length is too short, the electrode will start sticking and if it’s too long you will get excess spatter and undercut.
Here are some tips for maintain a good arc length:
When welding, try resting your elbows on something for added support. Have your safety in mind while doing this. You can do dry runs before you start welding. It will help you pick the best position as some welds can be in awkward positions.
Maintain a steady welding speed. Do not go too fast or too slow. If you move too fast you won’t have the control that you need over the process. You may move too fast to penetrate the weld but you will end up with a shoddy weld. The ultimate speed is based on the flow and amperage of your welding machine, the thickness of what you are welding, and its material.
When striking the arc, use one hand for the electrode and the other for the electrode holder for better stability.
If the welding current you are using is too low you may end up with a narrow and tall bead with minimal penetration for a weld. You may also find the arc too difficult to strike and it may stray towards one side more than the other. What to do? Use a smaller electrode if you are welding thin material or turn up the amperage.
Learning how to strike an arc correctly can take months and years. There are 2 main methods used to strike an arc, the tapping method and the scratching method. The scratching method is easier and faster to learn hence its popularity among beginners. Essentially, it involves scratching the surface at an angle. All you have to do is move the electrode on the surface of the base metal while lighting a match.
The tapping method requires you to tap the metal on the base metal for less than a second then withdraw to create an arc. It is not a popular choice for beginners because of a high probability of the electrode sticking to the base metal.
It is important to master all of the basic welding techniques before jumping onto the more complicated stuff. Arc length in welding is a simple but crucial concept that every welder must practice for perfectionism. Getting the arc length right will save your reputation as a welder as you wouldn’t mess up projects.
Understanding and maintaining the correct arc length is not very simple as there is math involved and a few hacks here and there. With practice, anyone can become a pro. You only need to learn what works for you when it comes to striking the arc then apply all the tips and hacks mentioned in this article. Remember, hurry-hurry has no blessing when it comes to learning any skill.