
Galvanized steel is commonly used in versatile industries that include construction, solar, telecommunication, automotive, and agriculture. What makes this material popular is that it has the elasticity and strength of steel and the protective zinc coating is resistant to corrosion, resulting in a robust product with a longer lifespan.
One of the major concerns when welding galvanized steel is exposure to the toxic fumes generated during the process. These fumes can cause serious health issues to the welder. To ensure a safe working environment, you should always wear the right protection gear and ensure the welding area is well-ventilated. We have explained the safety precautions you can take to protect yourself. Our article also includes the proper welding techniques you should apply to avoid the coating and corrosion issues that could occur to the material.
Galvanized steel is steel that has been dipped into molten zinc to acquire a coating that is resistant to rust and corrosion. Another method used to weld galvanized steel is to spray the steel with zinc, instead of hot dipping, to create a protective layer. The advantages of galvanized steel include:
Dangers of welding galvanized steel
There are long-term effects of welding galvanized steel, such as cancer, that can be caused by not using protective gear that would shield you from toxic fumes. Let’s look at the tools and safety equipment you should have before welding.
The tools that you will require will depend on the type of welding you are performing and the working environment.
Some of the tools you will need:
A welding helmet with the right filter shade protects you from the harmful infrared and ultraviolet rays from arc flashes. In addition to that, consider wearing gloves such as Lincoln Electric Traditional MIG/Stick Welding Gloves, safety glasses, steel boots, and a respirator to avoid being overly exposed to zinc oxide. Read on for the health issues that are caused by excessive zinc oxide.
Shielding gases replacing the clean breathable air is one of the potential dangers of welding galvanized steel. So, work in an environment with proper ventilation to prevent accumulation of fumes.
Keep lighters and inflammable objects away from the area where you will be welding.
There are different types of welding steel as well as different stages that are involved from preparing the steel to finishing the product.

Part of our guide on how to weld galvanized steel is detailing the methods you can use to prepare the steel to ensure the surface is clean. This removes residues that could prevent a uniform protective coating from forming through the metallurgical reaction between the molten zinc and the steel.
Remove welding slag adhering to the steel before hot dipping it in molten zinc to prevent coating issues that could compromise the ability of the galvanized steel to be resistant to rust and corrosion. You remove the adhering particles by grinding, or by blasting the residue that is around the weld piece where it is difficult to grind. You can improve corrosion resistance by galvanizing the steel before and after the welding.
The zinc coating should be removed before welding to improve penetration and limit porosity and inclusions. Some welders use a filler material on the weld piece section that has zinc coating.
When considering how to weld galvanized steel, other factors you should keep in mind are the safety equipment, the type of welding you will apply, the welding environment, and the most suitable method of galvanizing.
According to the American Galvanizers Association Trusted Source Welding Galvanized Steel | American Galvanizers Association The American Galvanizers Association (AGA) is a non-profit trade association dedicated to serving the needs of after-fabrication galvanizers, fabricators,… galvanizeit.org , you should weld galvanized steel on sections with no zinc coating in adherence to the specification set by American Welding Society (AWS). You can remove it by grind, burn or push back the zinc coating. Post-welding is recommended for increased protection against corrosion.
Avoid cleaning galvanized steel abrasively because it could scrape off the thin rust-resistant zinc layer and shorten the lifespan of galvanized steel.
You should store galvanized steel products in a dry and well-ventilated area, and rinse them regularly with potable water if they are in areas with severe corrosion.
The following are the different types of welding galvanized steel, including their respective pros and cons.

The size of the wire when flux core welding galvanized steel will depend on the amp output, the welder you are using and the thickness of the steel. This welding method is ideal for out of position welding because it is faster and improves penetration. It is also suitable for welding outdoors.
Grind the galvanization before welding corners, creases and thick butt welds to allow the zinc oxide to be exposed to air and burn off.

MIG welding galvanized steel is a slow process that allows sufficient time for the zinc coating to burn off. It is ideal for thin materials that are less than 13 mm (1/2 in) in thickness. Metal-Inert Gas (MIG) welding is also referred to as gas metal arc welding (GMAW).
The amount of spatter particles that are created when using carbon dioxide shielding gas to weld is directly proportional to the zinc coating thickness. This means that hot-dip galvanized steel will form more spatter than steel that has been galvanized using other methods such as consistent penetration for butt-welds.
To produce a smoother surface with minimal spatter and a more stable arc, you can reduce the operating speed, increase the heat or use argon-CO2 shielding gas.
Before MIG welding galvanized steel, apply a spatter release compound made of petroleum, silicon or graphite to minimize spatter adherence on the steel surface and for easy cleanup after welding.

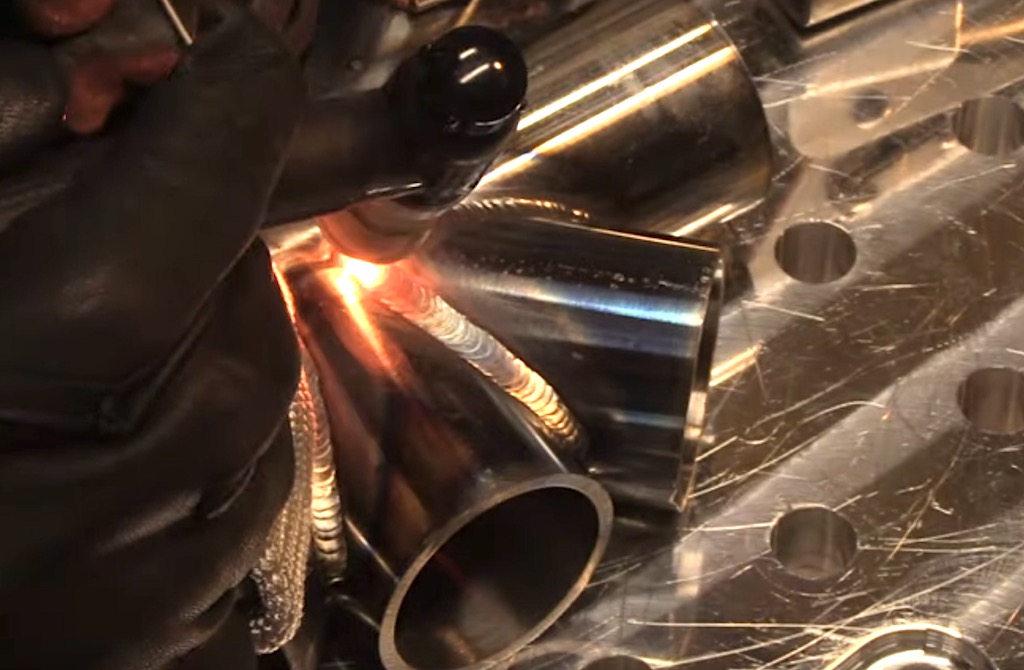
TIG welding galvanized steel can be tedious compared to stick or MIG welding because it generates a lot of spatter on the electrodes. Therefore, this welding method requires plenty of grinding and low and shallow penetration to keep the zinc bonded. TIG welding is also known as Gas Tungsten Arc Welding (GTAW).
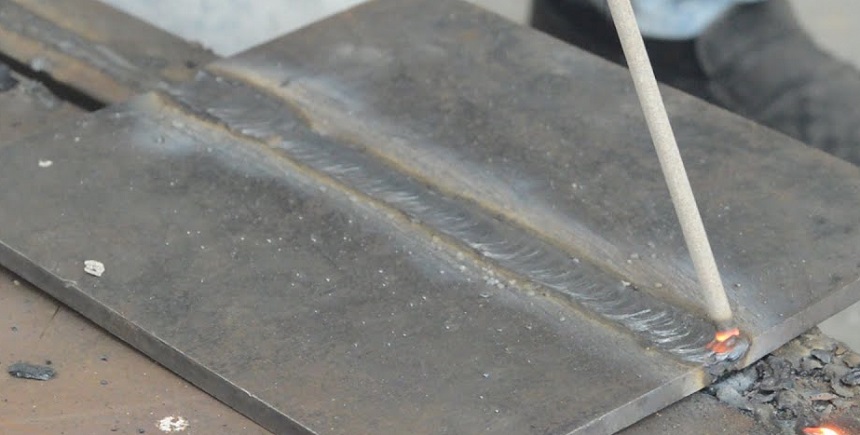
The depth penetration is reduced when using Shielded Metal Arc Welding (SMAW) for galvanized steel. This is in contrast with welding uncoated steel which allows for full depth penetration when you reduce the speed and the electrode angle, and then use a back and forth movement for the electrode.
SMAW does not create so many spatter articles that you will need an anti-spatter compound. You can further reduce spatter formation by lowering the speed to successfully burn off all zinc coatings.
SMAW is ideal for galvanized steel with thickness that is greater than 1/2 (13 mm). Use larger gaps for butt welds.

Unlike TIG or MIG welding which requires you to grind off the galvanization, the rod penetrates deeply through the layer when stick welding.The only drawback of stick welding galvanized steel is that it causes a lot of spatter and reduces the smoothness of the bead.
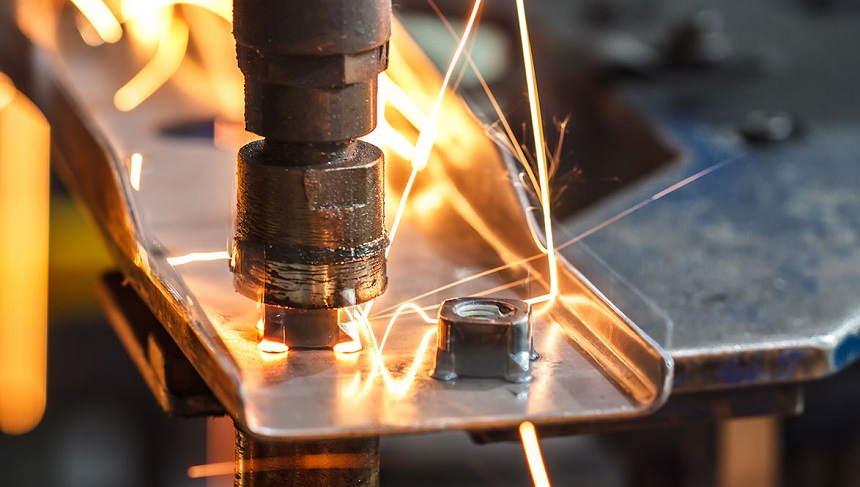
One advantage of spot welding galvanized steel is that it produces minimal spatter. The process uses electric resistance to apply heat and pressure to the weld piece. You will need high welding current and frequent exchange of the electrodes for zinc coatings.
We recommend post-welding galvanized steel to reinforce its rust-resistance capacity. You could also coat it with a galvanizing spray.
The potential health risks involved in welding galvanizing steel range from mild flulike issues to serious illnesses like brain and lung cancer.
This study Trusted Source Cancer Risks among Welders and Occasional Welders in a National Population-Based Cohort Study: Canadian Census Health and Environmental Cohort Welders are exposed to many known and suspected carcinogens. An excess lung cancer risk among welders is well established, but whether this is attributable to welding fumes is unclear. www.ncbi.nlm.nih.gov reports that the dangers of welding galvanized steel may include exposure to harmful materials from fillers, shielding gases, parent metal, and flux. This increases the risk of lung cancer among welders. Galvanized coatings may also vaporize and emit dangerous fumes that can cause serious health issues in the nervous system.
Metal fume fever is caused by inhaling zinc oxide fumes when welding galvanized steel. The symptoms are flulike and could last for up to 48 hours. They include high fever, headaches and shivers.
The sturdiness, durability and rust resistance of galvanized steel provide great qualities that are useful in various industrial applications. We have reviewed the safety precautions you should take to protect yourself when welding. They include wearing protective clothing like the heat-resistant eletecpro Leather Welding Apron and approved safety glasses and welding helmets with the appropriate filter to shield you from radiant energy and harmful gases. Lincoln Electric Viking 1840 features an auto-darkening welding lens with shades 9-13 that would be ideal for welding galvanized steel safely. The welding tools will be determined by your workspace and the type of welding task, among other factors that we have discussed in this article.