
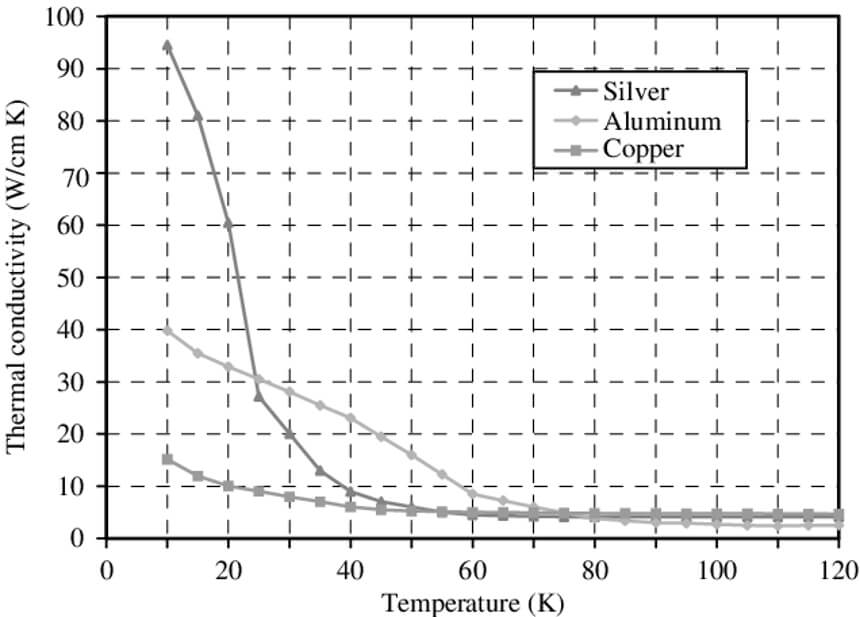
Copper is probably the oldest metal because it has been used to make weapons and other tools since at least 3500 years BC. It has high thermal conductivity, so it requires preheating even for joints that are moderately thick. Its thermal expansion property means that copper can be distorted during welding if you don’t use the proper techniques.
Copper welding is fairly easy once you understand the right procedures for the various methods used to weld copper. Copper is sometimes welded with other metals to strengthen it and to improve its resistance to corrosion. We have explained the different types of copper welding and how copper welding differs from other metals. For instance, it requires twice as much heat as the one used to weld the same size of steel. We have also included a step-by-step instructional guide on how to weld copper.
 The way you weld copper is sometimes different from the way you weld other metals because of copper’s unique properties such as its high thermal conductivity.
The way you weld copper is sometimes different from the way you weld other metals because of copper’s unique properties such as its high thermal conductivity.
The speed of welding will mostly depend on the method you are using and the type of shielding gas. MIG welders are faster than TIG welding copper, and more suitable for tasks that require speed. Also, helium allows for faster welding than argon does.
Copper requires preheating at high temperature, unlike copper alloys and metals such as aluminum and bronze. The temperature depends on copper thickness and the method you are using to weld copper. Generally, welding copper requires twice as much heat as welding steel of the same size. It is important to choose the appropriate temperature for the metal you are working on because different temperatures alter the mechanical properties Trusted Source The Effects of Shielded Metal Arc Welding (Smaw) Welding On The Mechanical Characteristics With Heating Treatment inn S45c Steel Steel material has been used mainly for making tooling, automotive components, other household needs, power generators to frame buildings and bridges. iopscience.iop.org of different metals in varied ways.
The joint design for copper is wider than the joint design of steel and other metals. This is because it has high thermal conductivity and the wider distance allows for better fusion and penetration.
There are a variety of methods on how to weld copper. We will discuss each of them in detail so you can understand how each technique works.
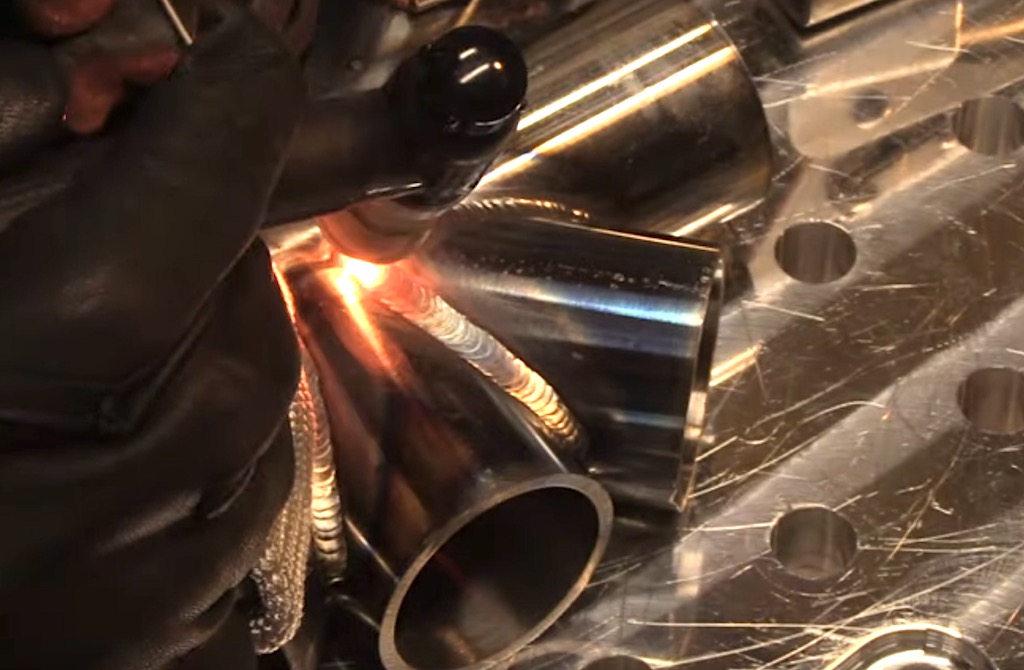
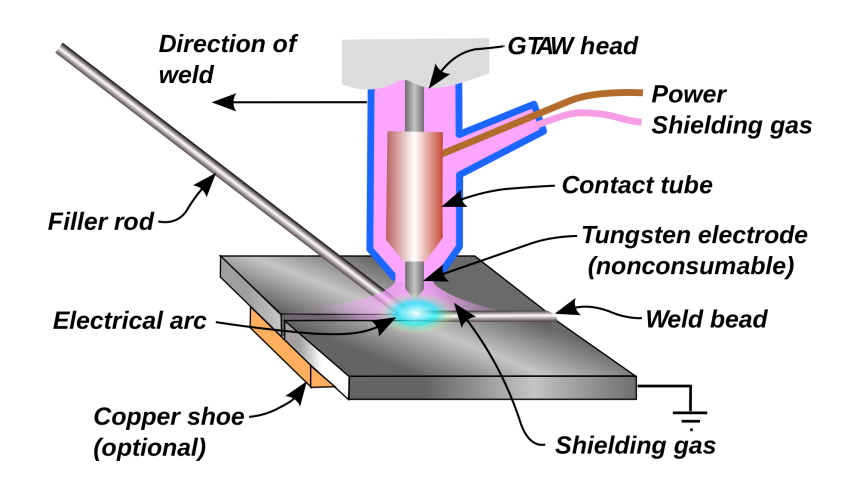 Gas Tungsten Arc Welding (GTAW), also known as TIG welding, is a form of arc welding copper that utilizes electric arc to heat and melt the copper and filler material. However, it differs in the type of electrode used. Instead of using filler material or consumable electrodes to transmit the electric arc, TIG welding uses non-consumable electrode to weld joints, and you can use this process even without filler material. What you will need is a separate filler wire with similar composition as the base metal.
Gas Tungsten Arc Welding (GTAW), also known as TIG welding, is a form of arc welding copper that utilizes electric arc to heat and melt the copper and filler material. However, it differs in the type of electrode used. Instead of using filler material or consumable electrodes to transmit the electric arc, TIG welding uses non-consumable electrode to weld joints, and you can use this process even without filler material. What you will need is a separate filler wire with similar composition as the base metal.
Shielding gas like helium or argon is applied at the tip of the torch to protect the molten copper from deteriorating due to exposure to air as it cools and solidifies.
You use GTAW machine such as Miller Electric TIG Welder,Maxstar to weld copper sections of maximum thickness of 16mm. Helium gas is ideal for welding pieces that are thicker than 1.6mm whereas argon shielding gas is the suitable choice for copper that is up to 1.6 mm in thickness.
A mixture of argon shielding gas and helium is also utilized in thicker copper sections because it is faster and it allows for deeper perforation. The ratio of argon to copper in this mixture is 25%: 75%. Helium is excellent at perforation and argon has great arc stability. If you are using this mixture on copper with stringer beads or narrow weave, we recommend using forehand welding where you point the electrode in the direction of weld movement.
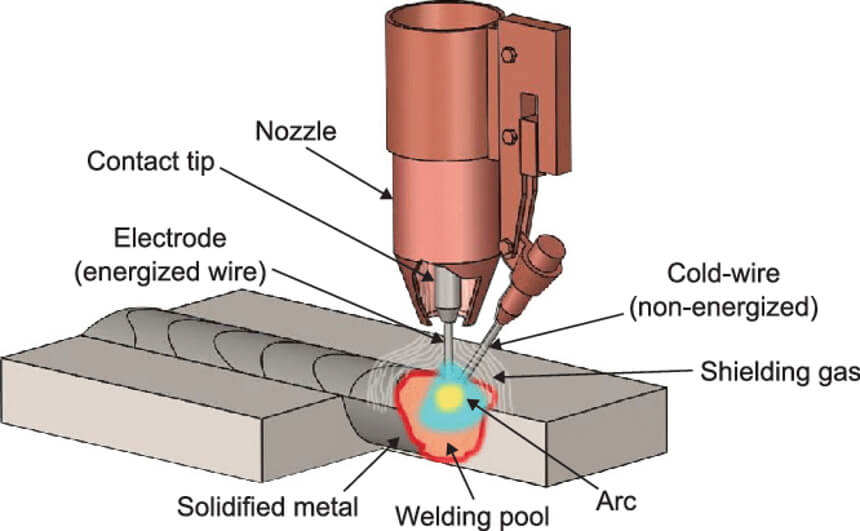
The next method of welding copper is Gas Metal Arc Welding (GMAW) which is also referred to as MIG welding. The process uses an electrode for filler material, similar to SMAW (shielded metal arc welding) technique. The difference is that the former uses a solid wire continuously fed to the torch at your preferred speed whereas the latter uses a series of short rods as the consumable electrode.
 We recommend using Aufhauser Deoxidized Copper or ERCu copper electrodes for MIG welding copper. Argon shielding gas is used for copper that is up to 6 mm in thickness, and a mixture of argon and helium is used for thicker pieces.
We recommend using Aufhauser Deoxidized Copper or ERCu copper electrodes for MIG welding copper. Argon shielding gas is used for copper that is up to 6 mm in thickness, and a mixture of argon and helium is used for thicker pieces.
During GMAW, you use spray transfer to deposit the filler material with narrow weave or stringer beads.
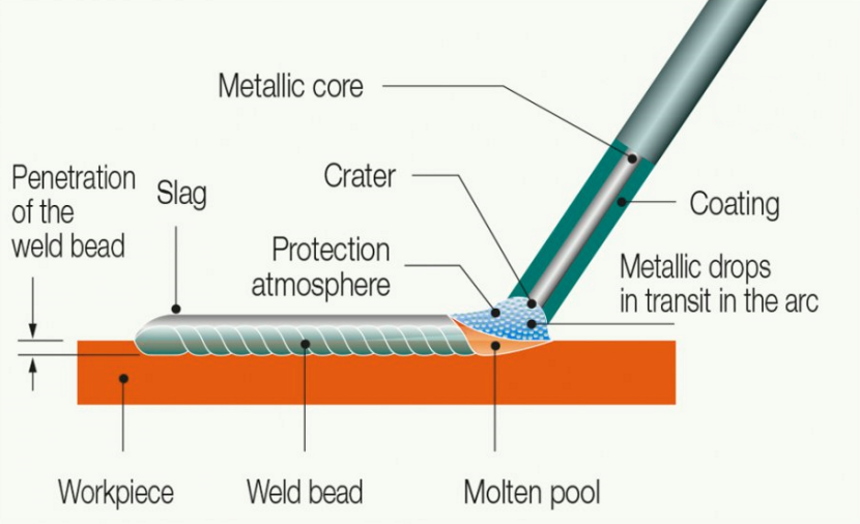 So, how can you weld copper if you’re performing maintenance or repair? The best way to go about it is by using manual metal arc welding (MMAW). We recommend using ECuSn-C electrode for filler material, or Direct Current electrode positive (DC+) for copper with stringer beads. Copper pieces thicker than 3.0mm need to preheated at temperature of at least 250°C.
So, how can you weld copper if you’re performing maintenance or repair? The best way to go about it is by using manual metal arc welding (MMAW). We recommend using ECuSn-C electrode for filler material, or Direct Current electrode positive (DC+) for copper with stringer beads. Copper pieces thicker than 3.0mm need to preheated at temperature of at least 250°C.
MMAW is mostly used to repair thin copper, to weld joints with limited access, and to weld copper to other metals.
 When welding copper pipes, you need tools like solder, torch, striker, flux, fitting brush, sandcloth, and copper pipe cutters. You are likely already familiar with most of these welding items. We will explain the few that seem exclusive for copper pipes.
When welding copper pipes, you need tools like solder, torch, striker, flux, fitting brush, sandcloth, and copper pipe cutters. You are likely already familiar with most of these welding items. We will explain the few that seem exclusive for copper pipes.
A fitting brush cleans the interior of copper fittings for proper contact with the pipe. A sandcloth cleans the exterior of the copper pipe and the ends to about 1/2 –inch past the fittings. Lastly, copper pipe cutters cut the pipe to the desired length and leave a clean straight edge.
The following simple steps on how to weld copper cover preparation, the actual welding, how to clean up, and the best position for welding.
 Your safety is paramount. So, remember to take the necessary precautions before you start to weld copper.
Your safety is paramount. So, remember to take the necessary precautions before you start to weld copper.
First, you need safety gear such as eye protection, a respirator mask and leather gloves to avoid toxic gases Trusted Source Welding, Cutting, and Brazing - Hazards and Solutions Health hazards from welding, cutting, and brazing operations include exposures to metal fumes and to ultraviolet (UV) radiation. www.osha.gov or an electric shock when handling copper which is a good conductor of electricity.
Secondly, have on hand a fire extinguisher or a spray bottle of water to put out any fire.
The third item you need is a fire retardant cloth that acts as a barrier that prevents fire from spreading to the surrounding environment.
Also, keep away any flammable items.
Lastly, ensure you have the soldering tools ready. You can buy kits with a set of basic welding tools.
Due to its high thermal conductivity, copper should be preheated, especially for thick pieces. The temperature varies according to the welder, the method and the thickness of copper, and it ranges from 50° F to 752° F. Keep the preheat temperature until you complete welding the joint to reduce the risk of cracks
When welding copper pipe, you localize the heat to prevent copper from losing its pliability.
While thicker copper must be preheated at very high temperature, copper alloys do not require preheat because they have lower thermal diffusivity. Metals that do not need preheat are bronze, aluminum and copper nickel alloys.
 The next step on how to weld copper is surface preparation to rid the working area of dirt, paint, grease, and foreign particles that can cause cracks if mixed in with copper. It also helps to avoid lead and sulfur that might be present in some particles.
The next step on how to weld copper is surface preparation to rid the working area of dirt, paint, grease, and foreign particles that can cause cracks if mixed in with copper. It also helps to avoid lead and sulfur that might be present in some particles.
Clean the copper, and then clean the weld area with a bronze wire brush and an appropriate de-grease cleaning agent.
Also, you should use a wire brush to remove oxide film after every weld run is deposited.
Consider a distance of 0.04 to 0.20mm between the joints. The ideal distance is based on copper and the type of brazing alloy. Compared to steel, copper has wider joint designs so that its high thermal conductivity can allow for proper fusion and deeper penetration.
Next, consider a joint overlap that is three times thicker than the thinnest copper section you want to join.
If you have used flux, remove it completely to prevent weakening the joint. You can do this by brushing it off with wire and steaming or rinsing with hot water. You may also dilute it by dipping it in hot caustic soda.
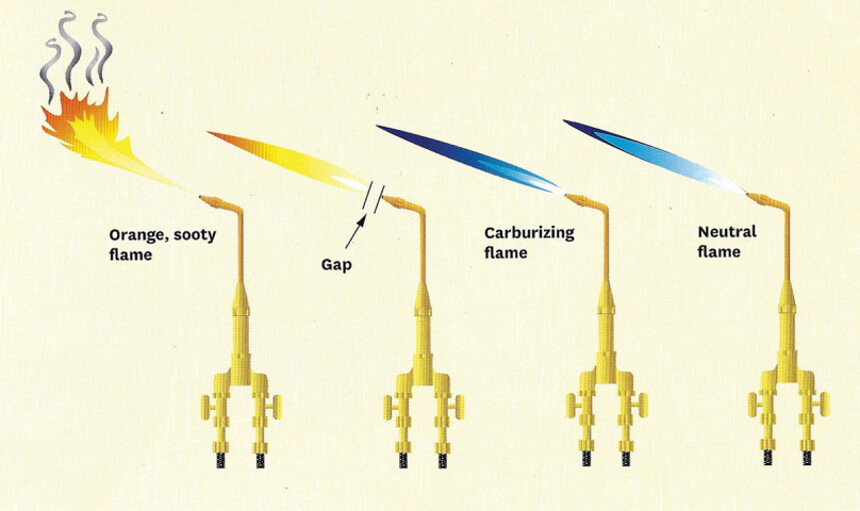 You should adjust the flame accordingly when arc welding copper. Better still, use a neutral flame that mixes the same amounts of oxygen and acetylene at the same rate.
You should adjust the flame accordingly when arc welding copper. Better still, use a neutral flame that mixes the same amounts of oxygen and acetylene at the same rate.
Next, ensure the white inner cone of the oxidizing flame is sharply defined with little to no acetylene haze.
A key consideration you must keep in mind is how to weld copper with the right filler material that will produce copper that is sturdier than the base metal. The filler material depends on the working temperature, the desired joint strength and the resistance of the metal to corrosion.
We recommend using filler material with manganese or silicon content to serve as deoxidant. Both are commonly used for GTAW, MIG welding copper or manual metal arc welding.
Filler materials that are popular for welding copper pipes are ErCu which promotes fluidity and ErCuSi-A which is a better choice for hard-pitch copper and P-oxidized copper.
There are three major techniques on how to weld copper. The appropriate method of welding will depend on your application and the filler material. It also helps to have a welder like Forney Easy Weld 261 that is easy to set up and operate.
The best shielding gases to use when welding copper pipes are argon, helium, or a combination of both. Although helium is more popular, the shielding gas you choose will depend on the thickness of the copper piece.
 Can you weld copper in any position? Well, the right position that will require less effort is the down-hand or flat position where you weld on the upper side of the joint. It is also an easier position for newbies who are learning how to weld copper.
Can you weld copper in any position? Well, the right position that will require less effort is the down-hand or flat position where you weld on the upper side of the joint. It is also an easier position for newbies who are learning how to weld copper.
Our comprehensive guide on how to weld copper has covered everything you need to know about the tools and the process. We have explained the characteristics of copper that makes it different from other metals, how welding copper differs from welding copper alloys and other metals, and the three main methods of copper welding which include MIG welding and arc welding copper. We have also listed all the steps involved in copper welding. The stages include safety measures, surface preparation and the welding procedure. We added other factors such as filler material, joint design and flame adjustment which you should consider when copper welding. All you need to do is to keep these basic steps in mind and to choose the best multiprocess welder that can perform various welding tasks.