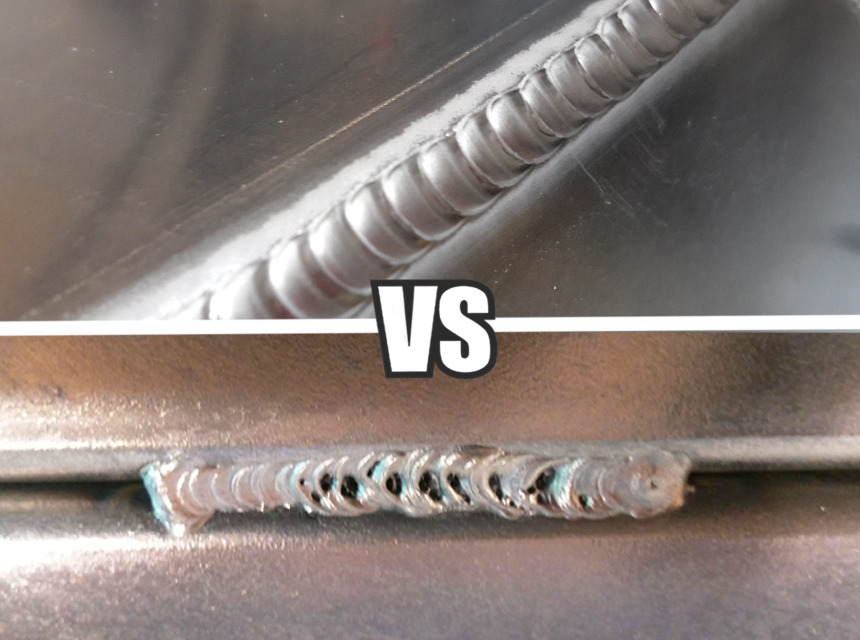

Porosity is something you’re bound to come across as a beginner welder and is one of the ten most common welding defects that you may encounter. Other examples of welding defects include incomplete penetration, undercut, overlap, incomplete fusion, and more. Just like these other welding defects, porosity can cause issues in the structural integrity of your weld and is to be avoided. That said, not all types of porosity are the same. There are different variations, e.g., surface porosity, wormholes, crater pipes, and subsurface porosity as well. What’s more, there are different causes for porosity in welding, and you’ll need to learn all these variables before you can effectively avoid them. As such, here’s an overview of what you need to know.
Porosity happens when gas pores appear randomly in the weld bead of your work. They may be positioned either on the surface of the weld or inside the bead. Also, the pores often appear in random sizes.
While not as bad as cracks, undercut, lack of fusion, and other major defects that appear when using your beginner welder machine, porosity makes the weld unstable. As such, it’s often necessary to repair the weld before going on with the rest of the project; otherwise, your weld won’t have much structural integrity.
The different types of porosity that you may encounter throughout your welding projects include surface pores, subsurface pores, wormholes, and crater pipes. We explain the characteristics of each one below.
Surface porosity is one of the more easily recognizable types of weld porosity. This is because you can easily see the pores on the surface of your weld. Like we mentioned above, the sizes of the pores will vary, and they will likely be randomly distributed.
 Subsurface Pores
Subsurface PoresAs for subsurface porosity, it may not be as easy to see since, as the name implies, it’s hidden under the surface of the weld. However, in some cases, it may present itself as a bubble that expands as the rest of the weld is cooling. Nevertheless, it’s one of the less visible types of subsurface porosity, and you can only discover it by taking X-ray pictures of the weld or grinding it down to look for pores.
 Wormholes
WormholesWith wormhole porosity, you get elongated pores that may appear on the surface of the cooled metal or that dig deep into the weld. Often you can see wormhole porosity when you remove slag from your weld, although in some cases, a radiograph may be necessary to see it. They are also evidence of large amounts of gas being trapped in the weld metal during solidification.
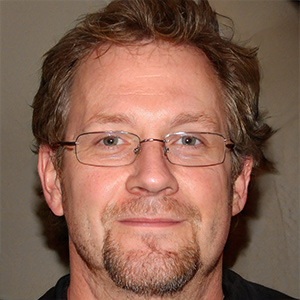
 Crater Pipes
Crater PipesLastly, there are crater pipes. This is a depression or pore that appears at the end of the bead. It’s caused by the rapid cooling that follows the source of heat being removed. That said, each of the four types of porosity mentioned here is avoidable if you have the skill and use the right tools.
 What Causes Porosity in Welding
What Causes Porosity in WeldingLearning about the causes is a huge part of preventing porosity in welding. Usually, the reason for the porosity is one or more of the five culprits listed below.
Contaminants on the metal surface are likely to evaporate when exposed to the extremely high temperatures necessary for welding. As such, any materials left on the metal, e.g. oil, mill scale, moisture and more, will be turned into a gas that may be trapped in the weld pool. As such, it’s no surprise that it causes porosity.
According to the Tulsa Welding School Trusted Source What Are Welding Shielding Gases, And Why Are They Important? - Tulsa Welding School Welders had been using shielding gases to protect their work since the 1920s, but when World War II began, these gases went from a niche practice to a www.tws.edu , shielding gases protect the molten metal from harmful atmospheric components such as nitrogen, carbon dioxide, oxygen and water. The same applies to shielding flux as well. It’s worth noting that these contaminants will cause porosity if they come into contact with the molten metal.
As such, it’s safe to assume that if there are any problems with your shielding gas as you’re using your MIG welder, it’s likely to result in porosity in your weld. The same is true if there are problems with the flux you’re using for stick welding.
 Mechanical Problems
Mechanical ProblemsSomething as small as spatter on your MIG nozzles or loose fittings in your machine alongside other mechanical problems with your welder may also be a source of porosity problems. As such, it’s always a good idea to get a good quality machine that you keep in tip-top condition.
Reviewers recommend the Weldpro MIG155GSV as one of the most reliable MIG welding machines in the market. It comes fitted with automatic over current and overheat welding protection, so if you use it well, there should be no mechanical issues that may cause porosity. The rest will depend on how well you maintain the device.
Also, there’s a right and wrong way to weld metals, and the latter is just as likely to cause porosity as mechanical or shielding problems. As such, educating yourself on the proper technique in terms of the welding angles, travel speeds, and more could go a long way in preventing porosity. Unfortunately, this is bound to take a long time and experience for newbies as the techniques for welding different metals vary.
Next, we look at the steps to take to avoid porous welds in your work.
First, always ensure you prepare the metal for welding. This may involve removing primers, paints, and other contaminants on the surface of the metal. For instance, according to the Stanford News Service, aluminum oxide consists of aluminum and oxygen atoms bonded together. As such, since oxide layers form on the surface or aluminum metals, you’re going to have to remove the oxygen contaminant to avoid porosity.
Sanding the material until you see the bare metal underneath should be enough for the paints. As for aluminum, a wire brush is enough to eliminate the oxide layer, although sanding with new sandpaper could also work. That said, be careful not to introduce other contaminants into the metal by using a wire brush or piece of sandpaper that you’ve used with other materials.
Preparing the metal may also involve using a cleaning solution on it. This eliminates oils and other contaminants left on the surface of the metal. Possible cleaning solutions you could use include acetone, lacquer thinner, and isopropyl alcohol.
The fabrics you use for wiping the metals also shouldn’t leave any lint behind.
Next is welder maintenance. As we mentioned above, if your MIG, TIG, stick, or flux-cored welder is not in good condition, you can’t prevent porosity. As such, inspecting the machine prior to starting any project is ideal. Additionally, you have to undertake regular maintenance of your welder. This may involve cleaning spatter from your machine every time you finish a project.
Additionally, you want to check and tighten all the fittings on your gas and welding equipment. Furthermore, your welding wires need to be cleaned before starting a job. Lastly, check your MIG liners regularly, clean them, and if necessary, replace them as well.
Where you store your electrodes could also be why you repeatedly see bubbles in your welding. Stick electrodes, for instance, are easily contaminated by moisture, and if you put them in wet storage, this is bound to affect your weld pools negatively. While there are rod ovens that can remedy this situation if your stick electrodes are already wet, it would be best to avoid that in the future. Choose dry storage even if it involves vacuum sealing the electrodes as it’s a lot cheaper and less time consuming than buying and using a rod oven.
 Consider the Workspace Conditions
Consider the Workspace ConditionsAlso, there’s little you can do to avoid porosity if you’re working in a windy area and using shielding gas. After all, the wind can blow away the shielding gas and introduce contaminants that may lead to porosity. As such, consider limiting the amount of airflow in your workspace. That said, it’s not a good idea to work in a non-ventilated area as welding tends to produce fumes, and you could easily poison yourself.
Notably, you need to have the correct welding technique at your fingertips to avoid porosity. For instance, you should be aware that a 60-70° angle is ideal for MIG welding, depending on the size of the metal. Additionally, in TIG welding, a 15° helps provide more shielding gas coverage for your weld pool.
Once the damage is done and you can see porosity on your workpiece, it’s not a good idea to just weld over it due to the structural integrity of your project. Instead, you’ll have to repair the damage, and this is how to do it. Start by inspecting the weld and marking the porous parts.
Follow up by removing the porous weld down to the base metal. You can use a thin grinder to remove the metal. According to users, the Bosch 4-1/2-Inch Angle Grinder is a reliable tool for grinding down metals and the fact that it’s compact means there won’t be any problems accessing even tight spaces.
Once you remove the damaged section of the weld, you’re going to have to re-weld the base metals from scratch. This includes even the preparation stages where you clean the metal, as this should help remove any contaminants recently introduced to the metal.
When you finally start welding, ensure you match the new bead size to the old one for a cleaner finish.
Ultimately, if you’re a newbie, porosity in welding isn’t something you can eliminate overnight. It takes skill that can only be gotten with patience, time and practice. Of course, if you don’t have someone guiding you through the process, you’ll have to go through a much longer learning curve than welders who are learning the trade in a formal setting. Nevertheless, if you make sure to prepare your metals, maintain your equipment, store your electrodes well, work in areas with minimal wind, and improve your skills, you should get the hang of it over time.