
Arc welding consists of creating a short circuit that causes an electric arc as well as a very strong source of heat. This is the only reliable method for a durable weld because it produces the heat necessary for the proper fusion of metals.
A welding station is used for welding iron, stainless steel or aluminum. However, there are several arc welding station technologies (stick, MIG, and TIG) for joining up these metals. Today, we want to talk about stick welding and the MIG welding processes. In this stick weld vs MIG comparison, you’ll find out about the advantages and disadvantages of both processes and when you can use both techniques.
 Commonly referred to as metal arc welding,
SMAW
Trusted Source
Shielded metal arc welding - Wikipedia
en.wikipedia.org
, manual metal arc welding (MMAW), and flux shielded arc welding, stick welding is a welding process that is quite popularly used around the world. This is a relatively straightforward process because it uses simple equipment and is relatively easy to learn.
Commonly referred to as metal arc welding,
SMAW
Trusted Source
Shielded metal arc welding - Wikipedia
en.wikipedia.org
, manual metal arc welding (MMAW), and flux shielded arc welding, stick welding is a welding process that is quite popularly used around the world. This is a relatively straightforward process because it uses simple equipment and is relatively easy to learn.
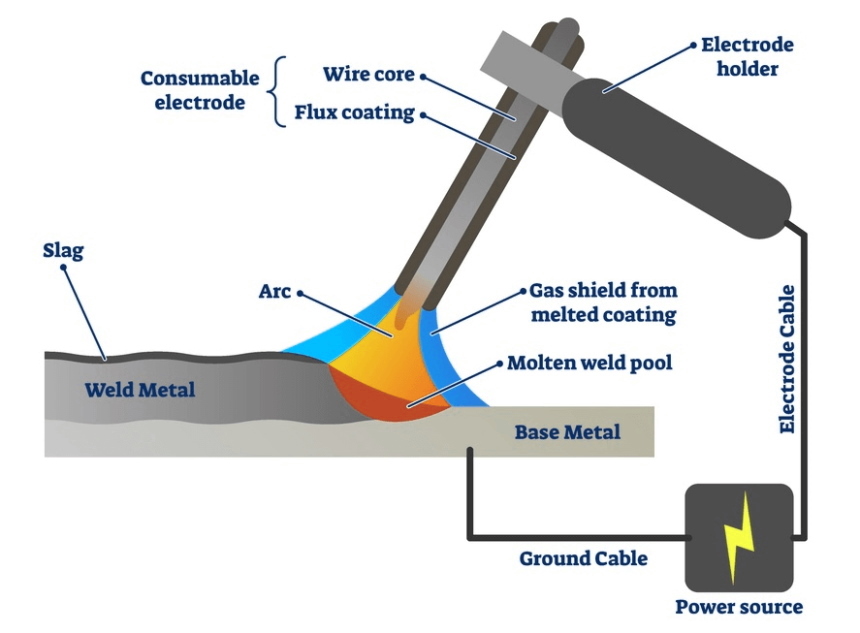
SMAW welding is a process that uses consumable electrodes covered in flux. The welding machine is connected to a power source that creates alternating current (AC) or direct current (DC) to form an electric arc between the electrode and the metal.
As this arc forms, the electrode and metal melt to form a molten puddle called a molten weld pool Trusted Source Molten Weld Pool - an overview | ScienceDirect Topics www.sciencedirect.com . At the same time, the heat of the arc burns the flux, which forms a gas layer that protects the weld from certain atmospheric gases, which can affect its quality. This eliminates the need for a separate shielding gas tank – otherwise, the welds would be brittle.
As the weld pool cools, it solidifies to form a seal. This process also forms a layer of slag that must be chipped off – making it slower than many other types of welding – but choosing the right electrode can help speed up the process.
Before you start welding, it’s essential to get your hands on a mask and other protective clothing, including jackets, and even boots. Besides the blinding light of the arc and the heat generated by this process, you must be properly protected from any slag and spatter that forms.
Make sure your metal is clean as any dirt and imperfections can affect the strength and quality of the weld. Then insert the chosen electrode into the welder and select the appropriate amperage (read the manufacturer’s directions if you are unsure of this) and you are ready to weld.
To start the arc (and hence the SMAW welding process), you only need to scratch the electrode strongly against the surface of the metal, then pull it away slightly. It should be done in one motion. An arc will form between the metal and the electrode and the two will begin to melt.
When you try to start your arc, your electrode may get stuck to the metal. Don’t panic! Just twist the electrode slightly and it will relax for you to try again.
Once you are in the process of starting, your arc may break if you do not move the electrode smoothly and evenly. This happens when you move the electrode too far away from the metal. To fix it, you just need to start over and make sure you stay the same distance from the joint.
Working on the most suitable arc length will help with this; read the manufacturer’s specifications and industry guidelines for more details, but electrodes with a diameter of 1/8″ or greater generally require a 1/8″ arc length, while an arc length of 1/16″ works best for smaller electrodes.
If you are not getting good penetration, it could be due to several factors including movement speed. Move the electrode too quickly and your welds will be narrow and inconsistent. Move too slowly and your weld pool will build up, giving you too much weld deposit. Getting the right travel speed will take time and practice.
Finally, if your welds continue to fail, it may be a good idea to test them with a hammer to make sure they are strong enough before you put your gear away. Do not directly touch the welds – aim your hammer higher. Of course, you should clean off the slag from each weld before continuing or making multiple passes.
Typically, stick welding is used for heavy-duty industrial steel and ironwork, but it can also be used for welding aluminum and other metals. The main areas of application are in steel construction, building construction, mechanical engineering, and the production of large-scale facilities. There is almost no material for which stick electrodes cannot be used for. It can be used for all weldable steel materials, cast steel, nickel, and nickel-based alloys as well as copper and aluminum materials. It however has limited suitability for cast iron.
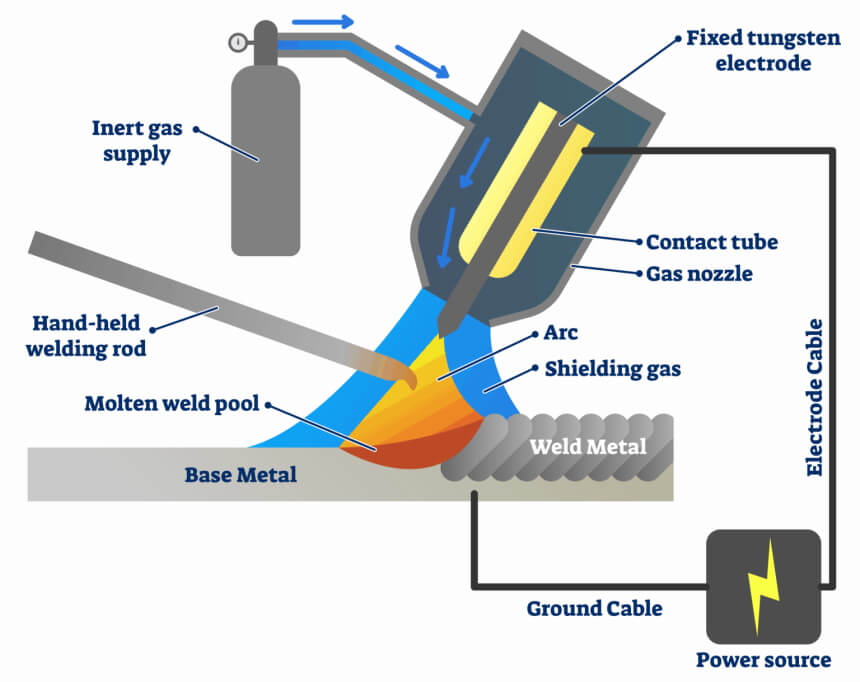 MIG welding is a gas metal arc welding process using wire electrodes in a gas atmosphere. But a distinction is made between arc welding with wire electrode in an inert gas atmosphere (MIG) and arc welding with wire electrode in an active gas atmosphere (MAG). Today, the MIG process is the most widely used welding procedure and allows particularly high welding speeds to be achieved. It can be used manually, mechanically, or robotically.
MIG welding is a gas metal arc welding process using wire electrodes in a gas atmosphere. But a distinction is made between arc welding with wire electrode in an inert gas atmosphere (MIG) and arc welding with wire electrode in an active gas atmosphere (MAG). Today, the MIG process is the most widely used welding procedure and allows particularly high welding speeds to be achieved. It can be used manually, mechanically, or robotically.
MIG-MAG welding (respectively Metal Inert Gas and Metal Active Gas) is a semi-automatic welding process. Metal fusion is obtained by the heat energy released by an electric arc that bursts in a protective atmosphere between an electrode wire fuse and the parts to be assembled.
MIG welding is a type of welding which is carried out under a protective gas (argon, helium, carbon dioxide) and is characterized by the continuous supply of the electrode.
This welding process uses “fusible wire” which is more widely used today than techniques that use coated electrodes. It offers better productivity because it allows semi-automatic welding with or without gas shielding.
Solid wires, metal-cored wires, or powdered flux wires can be used. MIG processes make it possible to create an electric arc with gas protection.
However, the difference between the two processes (MIG and MAG) is the composition of the gas. The MIG process uses a neutral gas that does not react with the molten metal (argon or argon + helium). However, the MAG process consists of a mixture of argon with carbon dioxide and hydrogen in varying proportions depending on the metals to be welded. The gas is continuously injected into the arc to completely isolate the molten metal.
 MIG welding generally uses continuous welding wire (semi-automatic welding) rather than a welding electrode due to the shape of the torch which directs gas in addition to carrying the electrode. This is why a MIG welding machine most often has a continuous wire feeder.
MIG welding generally uses continuous welding wire (semi-automatic welding) rather than a welding electrode due to the shape of the torch which directs gas in addition to carrying the electrode. This is why a MIG welding machine most often has a continuous wire feeder.
The gas is stored in a cylinder connected to the torch via a solenoid valve to control the flow and there’s a regulator to regulate the pressure.
The MIG process eliminates the need for coated wire while ensuring better protection of the molten pool at greater quantities and welding speeds.
The arc welding machine is an electric generator connected by a cable to the workpiece and by another to the welding torch (the wire). A semi-automatic or automatic control unit makes it possible to vary the intensity of the welding current according to the desired arc and the speed of advance of the welding wire.
Note: The use of a flux-cored wire (welding wire) eliminates the need for gas cylinders in the MAG process only.
With MIG, there is the possibility of welding steels, stainless steel, cast iron, and aluminum. Semi-automatic MIG welding under gas protection allows welding of all thicknesses of steel in all welding positions in single cord.
The MAG process, under an active atmosphere, is reserved for unalloyed or low-alloy steels. The MIG process, under an inert atmosphere, is used for stainless steel, light alloys, and copper alloys.
Here, we break down the differences between the two types of welding: from metal thickness and penetration to control and technique, weld quality, and more.
Stick welding has a better metal penetration rate than MIG welding. By just keeping the arc on, you will need an extra amperage unit for your welding machine. So, if you are going to be working with thick metal and need deep arc penetration for strong joints, go with stick welding. MIG welding cannot create strong welds as stick welding.
MIG welding has a higher margin for error compared to stick welding which doesn’t give you a lot of control options for making precise calculations. With MIG, you have more settings and options which you can use to customize your machine for more specific welding tasks. For instance, the Hobart 500559 has a 5 position voltage control selector and uses MIG and Flux-cored welding processes.
 Both types have high-quality welds. Making welds with MIG seems to be the best option if you want the best weld quality. This is because MIG welding creates clean welds with little metal surface slags. The weld quality of MIG is even more noticeable when working with thinner metals.
Both types have high-quality welds. Making welds with MIG seems to be the best option if you want the best weld quality. This is because MIG welding creates clean welds with little metal surface slags. The weld quality of MIG is even more noticeable when working with thinner metals.
Meanwhile, stick welders are not the best for welding thin metal items. In addition, stick welding creates more slags on joints. The slags come as a result of rods (sticks) required to be used for MMA welding.
While stick welding is a simple and low-cost technique, the MIG option, like multiprocess welders, is ideal for working on various projects. It can handle various settings. MIG machines let you adjust based on the amperage, the flow of the shielding gas, grounding technique, torch angle, and more. These, therefore, open more opportunities for using MIG welding machines in various tasks. They however increase the possibility of making an error and messing the welding project up.
But you can avoid all these anomalies by ensuring you are using the right settings and instructions. Nonetheless, you can have precise power needed for a welding job using MIG that you will get using stick welders.
Stick welding is a bit easy to use because the operating principle is simple and doesn’t require the use of gas. There are also fewer settings or options to use on stick welders. However, stick welders are difficult to use on thinner metals below 18 gauges. Stick welding is also a bit difficult to learn and use because of the high temperature as well as the splatters. Meanwhile, MIG welders are difficult to use on the field as they require pressurized inert gas bottles.
MIG welders are considered one of the most productive and fast methods for welding. Today, the MIG process is the most widely used welding procedure and allows particularly high welding speeds to be achieved. It can be used manually, mechanically, or robotically. Meanwhile, the stick weld process forms a layer of slag that must be chipped off – making it slower than many other types of welding. However, choosing the right electrode can help speed up the process.
 Both the stick and MIG weld techniques have their safety challenges. Stick welding machines can burn to a high degree while getting very hot. But when the metal comes in contact with the arc, the welders create spatters that can burn you if you don’t have a helmet and other safety gear on. So, ensure you cover your upper body, forearms, and hands to prevent injuries.
Both the stick and MIG weld techniques have their safety challenges. Stick welding machines can burn to a high degree while getting very hot. But when the metal comes in contact with the arc, the welders create spatters that can burn you if you don’t have a helmet and other safety gear on. So, ensure you cover your upper body, forearms, and hands to prevent injuries.
MIG welding isn’t completely safe either. Even though it is not known for creating spatters like stick welders, at high-temperature settings, it can get hot quite quickly. The shielding gas it works with can also pose a safety problem. So, watch out for the gas lines while welding. Use good quality valves with no leakage problem. While working with sparks and flames, you should not pump extra gas into your workspace.
Acquisition and operating costs are a big factor for industrial use or professional welders that work with a lot of projects every day. MIG and stick welding have varying costs. However, MIG welders can be more expensive, with some models getting close to $1000, although you can also find good quality under $500 MIG welders. Meanwhile, you can find stick welders for less than $200.
For example, the WETOLS 110/220V Stick Welder, which is the bestselling plasma arc cutting equipment online, is sold for a little bit over $100 and will be an option for those who want good quality but low budget welder.
The stick welding machine is fairly simple and does not need a lot to operate. You only need a feeding rod and an electric charge. You have fewer moving parts in stick welders that can break or jam, therefore, causing problems.
However, MIG welders need extra preparation works as you need to set the power and arc up before beginning the process. MIG welding also needs shielding gas, which can be a mixture of argon, carbon dioxide, or helium, thereby, increasing the cost of operation. MIG welders also require the use of wires to work.
Therefore, if you need a low-cost process to work with, the stick welding process is better.
From the professional to the amateur, every welder has the right to his rod. All things considered, stick welding is a very simple process with a better penetration rate and does not command high operating costs. Just clean up your materials, choose the right electrode, arc length, and weld speed, and you’re off to the right foot. But MIG is considered the best in the welding and construction industry because of the versatility, the varied number of controls and techniques, and the better weld quality.
After reading this stick weld vs MIG weld article, we hope you have everything you need to know before finally choosing your preferred weld process.