
What is slag Trusted Source Defects / Imperfections in Welds - Slag Inclusions | TWI Slag is normally seen as elongated lines either continuous or discontinuous along the length of the weld. www.twi-global.com in welding? In simple words, the definition is like that: it is the stony by-product that is produced when welding or refining metal ores. Welding slag is what gets dissociated from the base and filler metals as you weld. After every weld pass, the slag is required to be chipped off before you can go on welding. It is worth noting that slag is not purely a waste material, and it serves an important purpose in welding to ensure that the weld is strong.
Most electrodes that consumers buy will contain flux that melts as you weld. As the flux melts, it produces shielding gas and slag. Both these products act to protect the arc and weld pool from contaminants. In addition, flux in welding is also used to deliver oxidizers, alloys, and scavengers to the weld zone.
When welding, the melted filler metal combined with the flux collects around the weld. Flux also contains shielding gas, which keeps atmospheric contaminants from interfering with the weld. Slag is essential, especially when performing specific welding processes, because it keeps contaminants from the weld joint.
Chemically, slag is non-metallic, and when you apply another weld layer on top of it, the resulting weld is significantly weaker. The solidified slag will also capture atmospheric gases and impurities which were not removed by the flux as you weld. When shielding gas and slag are combined, they form an effective corrosion-resistant layer that protects the weld.
As earlier mentioned, slag is the by-product of most arc welding activities and is formed mainly from flux. Once the arc is initiated and you stabilize it, the heat supplied is enough to melt the filler metal, which then gets deposited on top of the weld zone. Molten metal is easily contaminated when welding, which may be tiring to get rid of after the weld hardens. There are various electrodes with a flux coating, or the flux is contained in a tube-like wire.
As the flux melts alongside the filler metal, it produces protective gasses that keep away atmospheric contaminants like oxygen which you do not want in your weld zone. However, some of the flux does not evaporate away. This is what is called slag, and it forms a protective layer on the weld as it cools.
Once you have completed welding, the next step will be getting rid of the slag with a slag hammer. For more stubborn slag, you may be required to use a needle gun.
Slag in welding comes in different varieties. Most fluxes are manufactured from specific silicate and carbonate materials. While some slag may not require a lot of effort to remove, some will be harder to get rid of. The components that make slag that is easier to chip off are rutile or acidic fluxes, which do not contain any fluoride. However, basic fluxes which contain calcium fluoride will form a slag that is hard to remove. It is worth noting that the characteristics of the flux and slag produced will vary from one consumer electrode to another. Fining an excellent welder that is specific to the metal you use is essential. For instance, some welders are designed to work exceptionally well with aluminum. Discussed below are some of the different types of slag, categorized according to the welding process it is suited for.
Abbreviated as ESW Trusted Source Electroslag Welding (ESW) | SubsTech Electroslag Welding is a welding process, in which the heat is generated by an electric current passing between the consumable electrode (filler metal) and the work piece through a molten slag covering the weld surface. www.substech.com , this is a single pass welding process that is ideal for welding together thick plates of metal. This welding method is used to fuse metal plates that have a thickness greater than 1.25 inches. The flux used in this welding process is added beforehand.
With the flux securely in place, the electrode is then inserted above the flux. Provided that flux is a poor conductor of electricity, there is no arc in this case. The electrical resistance generated between the electrode and the metal plates supplies the heat required to melt the flux. Once the flux melts into a pool, more of it is added. This acts to stabilize the arc as the molten filler metal mixes in the slag pool.

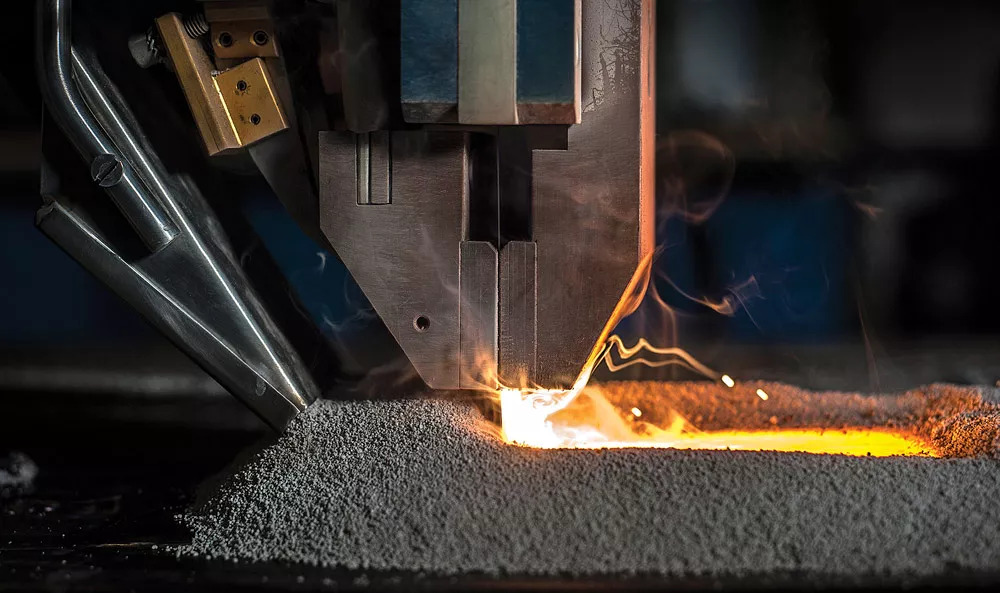
Abbreviated as SAW, this welding process uses a metal core wire and a wire feeder. It has this similarity with flux-cored welding. However, no flux is used in this case to form the slag. This welding process is usually applied in automation processes where the weld path is predetermined. It uses a granular conductive flux which is put directly above the weld path.
A more efficient way of submerged arc welding involves using a flux hopper that uniformly dispensers flux as the electrode passes through the weld path. As the flux melts to form slag, it stabilizes the arc, which is not visible outside. Once the slag solidifies, it can be easily removed from the weld.

This welding process is abbreviated as SMAW and is also known as stick welding. This welding process involves using an electrode that is coated with flux; as you begin welding, the electrode, and flux melt and get deposited on the metal. The slag created in this way will need to be chipped off before you do another weld pass. Weldpro Digital TIG welder has numerous positive reviews from stick welders around the globe.
Abbreviated as FCAW-G, this welding process is semi-automatic. The electrode filler metal is deposited from a wire feeder. The wire used contains the flux in a tabular compartment, giving this welding process its name, flux-cored. However, the flux delivered cannot be relied on completely to protect the weld from environmental contaminants. This is why additional shielding gas is used to provide more protection. The use of both shielding gas and flux is why this welding process is called a ‘dual shield’.
The arc produced in this welding method is smooth and therefore produces smooth slag. This characteristic makes the slag easy to remove. Typically, the slag will come off in one piece, making this method better than the self-shielded flux-cored arc welding process. Excellent results in flux core welding will require finding the best flux core welders in the market.

Abbreviated as FCAW-S, this welding process is also called inner shield welding. There are a variety of welders that can be used for this welding process and also for the dual shield welding process. The flux that is used in this welding process is not supplemented by shielding gas. This produces an arc that is not as smooth, making it harder to remove; this is also because this welding process uses global transfer, which produces large molten droplets as it moves across the weld zone. This welding process is ideal for outdoor welding, where shielding gases will function poorly against the wind.
Slag can be applied in various welding processes, including SMAW, ESW, FCAW, and SAW. These welding processes are typically used in the steel fabrication process. Slag in welding is ideal when dealing with a lot of construction-grade steel because it has higher penetration compared to other processes. Many contractors recommend using the DEKOPRO 110/220V MMA Welder for welding construction steel.
You may have already realized that slag in welding comes with both benefits and drawbacks. It is required for you to know both if you are to apply slag in welding effectively.
Flux was explicitly designed to protect the weld zone from any contamination by atmospheric components. Slag is also important because it allows the welder to adhere to weld beads’ required size and shape easily. This is important, especially with particular welding projects.
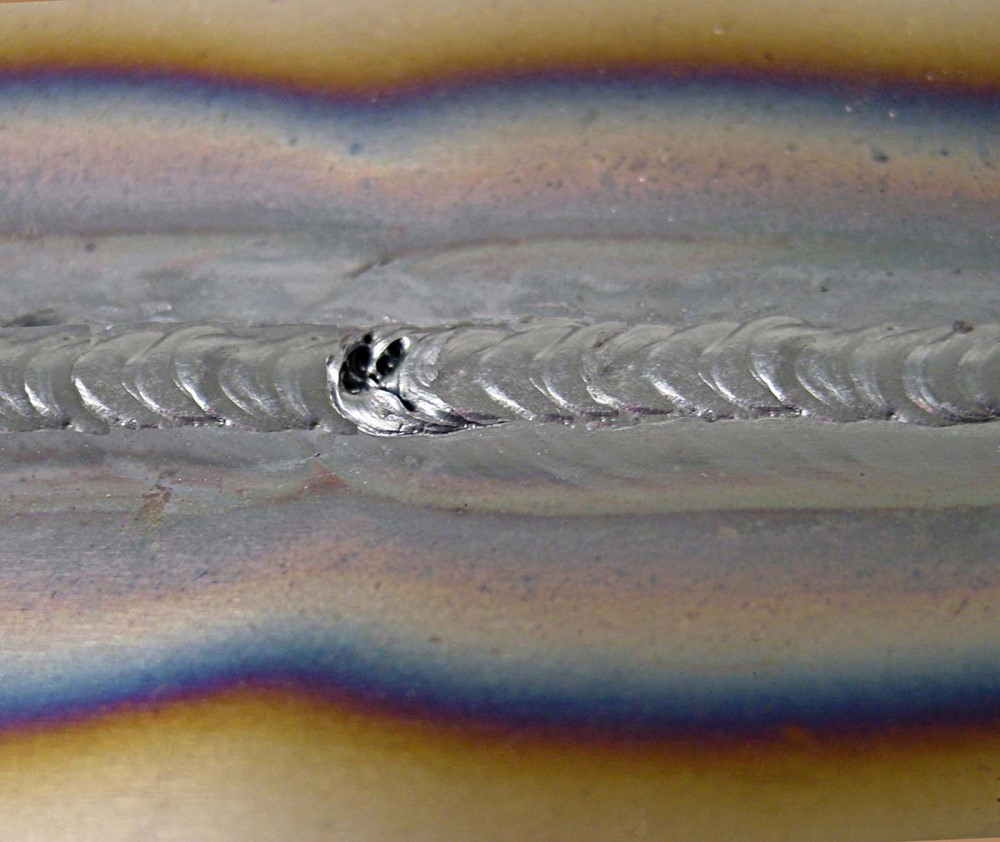
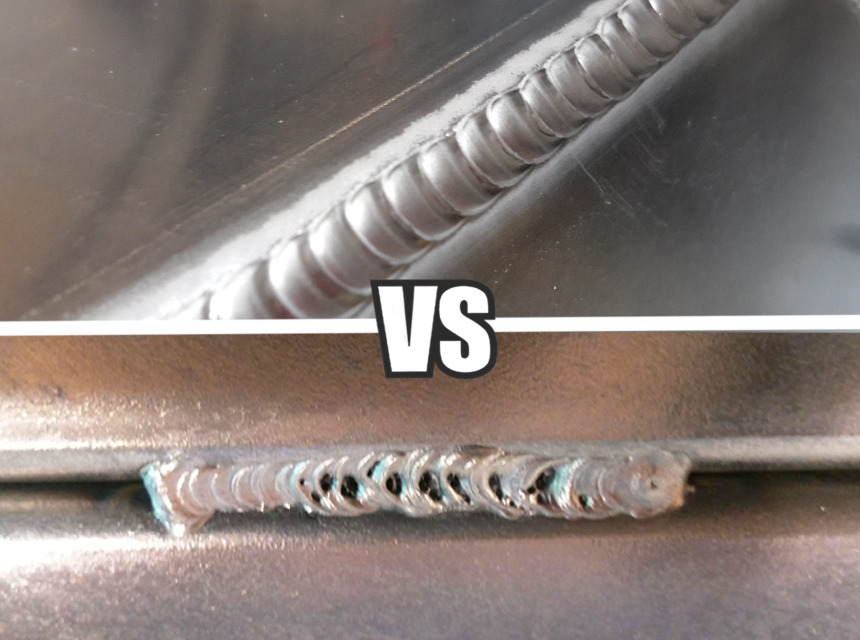
Even though the intention of using flux and slag is to protect the weld zone during welding, it may have some disadvantages. The most significant of these is that you risk getting slag inclusions that may hamper proper fusion. Slug may also contribute to more porosity and wormholes if not properly chipped off after every weld pass. The other situation where this may be the case is when the user does not use the prescribed application technique.
| Pros | Cons |
|
|
Slag is applied in many welding processes for its benefits, but it may carry associated problems. Weld slag inclusion is among the most significant drawbacks that negatively impact the welded joint’s reliability and quality. Most common incidences of slag inclusion can be traced to poor handling of flux, using low-quality flux, and not following the proper welding techniques. It would be best to find a reliable welder to use in your garage for better welding results.
Slag inclusions typically arise if you do not properly clean away the flux between weld passes. The most attributed-to cause of slag inclusion is user error.

The easiest way of chipping away slag is using a slag hammer. The other tool you can use for this purpose is a needle gun, especially on hard-to-remove slag. You can also opt to use an angle grinder. Using an angle grinder will help you flatten out the weld and effectively rid the root weld pass of any slag.
So, what is slag in welding? Slag is used in many welding processes to help protect the molten metal from atmospheric contaminants like oxygen, weakening the weld. Slag presents a challenge to many welders mainly because of the manual labor required to chip away at it after every weld pass.
However, when proper cleaning and metal preparation are done, it is one of the most effective ways to improve your welded joint’s structural integrity. What flux in welding does is that it supplements the electrodes used to form a good quality weld.