
MIG and Flux core welding are the most popular welding methods preferred by both beginners and professional welders. The flux core vs. MIG welding debate has been going on for a while. Both welding methods are electrical as they use an electrical arc to weld some people prefer one method to the other. Choosing between Flux core and MIG welding can be tough, especially if you don’t know much about welding.
When comparing the two methods, you must consider the material you intend to weld, the welding area, and the exterior finish surface. This article has more factors that differentiate and make one method better than the other. Read on to make the best pick for your welding needs.
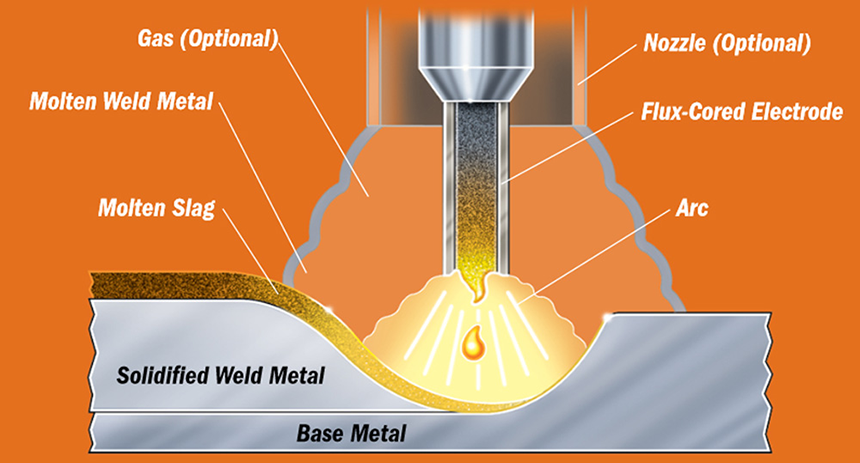
Officially denoted as FCAW, flux core welding is one of the oldest welding processes. It is primarily used with a flux core welder, but the MIG welder can also be set to feed the process with shielding gas or solid-gas. It is the best alternative to shielding arc welding.
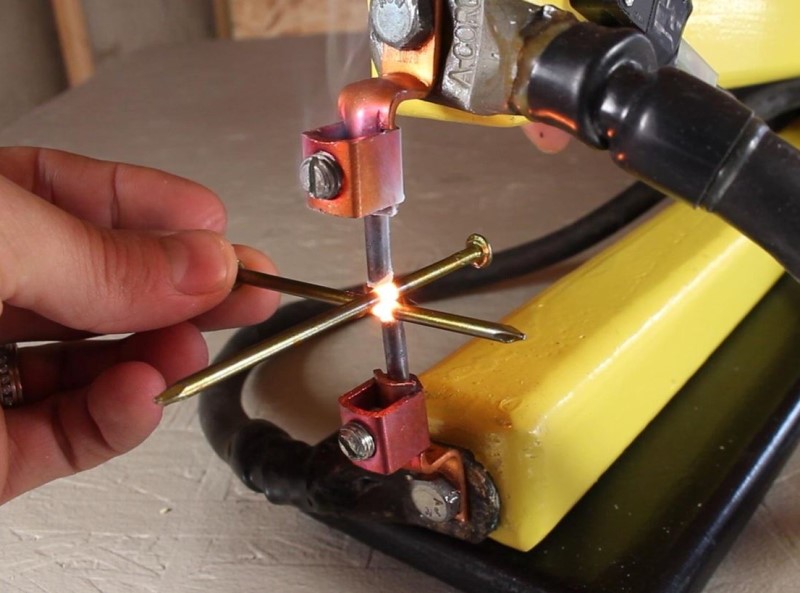
The welding process involves the use of heat generated by an electric arc to fuse the base metal in the weld joint area. The arc is struck between the filler wire and the metal workpiece, which melt together to form a weld joint. Unlike MIG welding that uses a solid metal electrode, Flux core welding uses a tubular electrode filled with flux in the middle.
There are 2 types of flux core welding: gas shielding and self-shielding. There isn’t much difference between the two. In gas shielding, the gas supply is supposed to protect the weld from oxidation, but for self-shielding, no external shielding gas is required.
Besides the gas shielding in dual shield flux core welding, the weld metal is also shielded by slag produced during the process.
Argon and carbon dioxide are the most common gases used in shielding. The dual shield welding method is popularly used to weld thicker materials or for out of position welding. Some of the metals you can weld using this method include: cast iron, surfacing alloys, carbon steels and stainless steel. You cannot weld nonferrous exotic metals like aluminum with the technique.
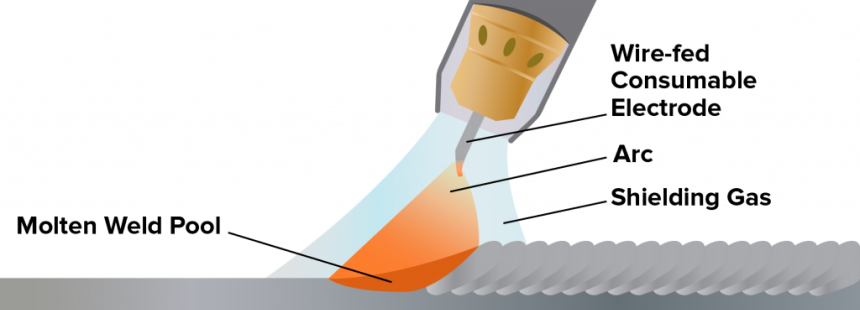 MIG welding is a simple semi-automatic welding process that involves connecting a wire that also acts as an electrode to direct current from the source. During MIG welding, both inert gas and wire electrodes are passed through a welding gun simultaneously. The inert gas keeps off contaminants and shields the weld area. This is why MIG welding is the ultimate welding method for welding non-ferrous metals and some types of aluminum.
MIG welding is a simple semi-automatic welding process that involves connecting a wire that also acts as an electrode to direct current from the source. During MIG welding, both inert gas and wire electrodes are passed through a welding gun simultaneously. The inert gas keeps off contaminants and shields the weld area. This is why MIG welding is the ultimate welding method for welding non-ferrous metals and some types of aluminum.
More so, it is also a very versatile method that you can use to weld both thin and thick metals. MIG welding is popularly known to be a semi-automatic process because you have to control its wire position and travel speed manually but its wire feed rate and arc length are controlled by the power source.
MIG welding uses shielding gas which does a couple of things like form the arc plasma, stabilize the arc roots on the material surface, and ensure there’s a smooth transfer of molten droplets from the wire to the weld pool. The shielding gases for MIG welding are often a mixture of the argon, carbon dioxide and oxygen. Some special mixtures may contain Helium.
For steels, you will need carbon dioxide, argon and oxygen while for non-ferrous metals like Aluminum and copper, you will need argon and Helium. Argon generates less spatter than carbon dioxide, but since carbon dioxide cannot be used in the open arc, argon based gases with oxygen or carbon dioxide are normally used.
MIG welding is commonly used in many industries. According to industry professionals Trusted Source Metal Inert Gas (MIG) Welding - Process and Applications - TWI The principles of MIG welding are outlined including process characteristics, metal transfer modes, shielding gas types and process applications. www.twi-global.com , it accounts for 50% of all the weld metal deposited. Its flexibility, suitability for mechanization and deposition rates make it a more popular option than many other welding methods.
Both of these welding processes will give you exceptional results but there are a couple of differences and similarities that will make you prefer one to the other. Here is a detailed comparison;
This is one of the main differentiating factors. MIG welding requires shielding gas, and this means you have to buy a separate pressure gas tank connected to a flow meter through a running hose which will supply the welder with the gas. There are a couple of gases that you can use as protection in MIG welding like Argon, Carbon dioxide, or a combination of the two. For stainless steel, you can use a combination of argon, carbon dioxide, and helium.
As mentioned before, there are 2 types of flux core welding processes: the dual shield flux core and the self-shield flux core. The latter doesn’t require any shielding gas because it produces its own at the welding point. The flux in the wire melts when heated and produces gas which covers the pool. This makes it a prime economical option as you wouldn’t have to buy or transport welding gas whenever you need to work. A dual shield flux core, on the other hand, does need a shielding gas just like MIG welding.
The type and thickness of the metals each of the welding processes can weld also differentiates them. Flux core is the hotter process and the thinnest metal it can weld is a 20-gauge. If you try anything less than a 20-gauge metal you will risk having holes in it.
On the other hand, MIG welding, with solid wire and gas can weld down to 24 gauge. Just so you know, the higher the gauge number, the thinner the metal. MIG welding is capable of welding thinner metals because of the smaller diameter wire used in the process. It is a cooler process meant for thinner gauges of metal. In a nutshell, flux core wins when it comes to welding thick metal gauges hence its popularity in the construction and shipbuilding industries.
Flux core is popularly known to have better metal penetration than MIG welding. This is just an assumption as both methods give excellent metal penetration when used effectively. Metal penetration depends on the thickness of the metal and the amps and volts available for welding.
With flux core, you can weld thicker metals easily using less amps. Amps is the electrical power sent down to your wire to create your arc. Flux core is therefore an economical option when it comes to metal penetration. It gives more weld with less electricity than MIG welding.
Weld quality is a crucial consideration you must make when choosing the best welding process. In welding, quality is often measured by strength. Texture and appearance are other common quality determining factors. MIG welding is assumed to result in a stronger weld, but they both make very similar strength welds if done right. You have to use proper technique, the right wire for the base metal, and the correct welder settings.
You may only notice a difference in strengths when you weld cast iron.
Flux-cored wires result in stronger welds with cast iron as they have better penetration. This is why cast iron is best done with Flux core welding.
If you value the appearance of the weld, then MIG welding is your best bet. It produces a great looking metal because the filler metal is set to sit up the joint weld. Flux core welding produces slag with a lot of spitting and spattering. Its weld is not as clean and pretty as that of MIG welding.
To avoid excess spatter and burn-throughs, you must use the correct polarity. The MIG torch electrode is set to positive while that of flux-cored wire is set to negative. Whenever you switch from one type of wire to the other, you must change the polarity.
MIG welding uses reversed polarity Trusted Source MIG Welding Reverse Polarity MIG welding techniques, reverse polarity ??. Information, techniques and tips on How to Weld ,MIG, FCAW, GMAW, MAG , manual/ robot and welding equipment. weldreality.com , also known as Direct Current Electrode Positive (DCEP). It entails the torch being positive and the workpiece negative, such that the current jumps from the workpiece to the wire.
Flux core welding is the opposite. It uses straight polarity, also known as Direct Current Electrode Negative (DCEN). The electrode is negative and the workpiece positive, so the jumps from the wire electrode to the workpiece. This electrode negative arrangement produces more heat in the electrode.
The direction of currents affect the concentration of heat during a weld. With DCEP, you will get more heat in the base metal. You also get better penetration. DCEN gives more heat in the electrode with less penetration. Simply put, welds created with DCEN are wider and shallower than those created with DCEP. DCEN is mostly used with thinner metals.
Since flux-cored wires need high heat to work, they benefit largely from the electrode negative polarity. It places high heat in the right place for the flux inside the wire to work. With MIG welders, you have to be extra keen with polarity changes. Not all of them can easily change torch polarity. If the unit can’t swap polarity easily, it is highly likely that it can’t run most flux-cored wires.
If you are looking to get a MIG welder but have no idea what to go for, check out the popular Weldpro MIG155GSV. It is incredibly compact and portable and can weld up to ¼-inch steel that is well-prepared.
The Weldpro 200 Amp Multi-process welder is another fantastic option. It is capable of TIG, MIG, Flux core, Stick and aluminum welding. With its dual digital display, you can easily read and set the amperage and wire-speed for different projects.

The amount on slag and spatter produced when welding metal with either Flux core or MIG. Flux core has flux at the center of its welding wire that produces slag when welding. The slag cover forms a welded pool that you can easily scrub off when the metal cools.
Essentially, slag is a collection of all the impurities removed by flux. Therefore, slag production is guaranteed in flux core welding. MIG welding also produces some residue but it is much easier to clean than the slag produced by flux.
Both welding processes also produce spatter. Spatter is produced when the welding wire sends molten metal spots around the welding zone. The amount of spatter produced depends on the type of shielding gas used in the welding process. For instance, carbon dioxide produces more spatter.
Flux core welding produces more spatter than MIG welding but you can easily remove it with anti-spatter products.
MIG welding is assumed to be cheaper than Flux core welding because it uses a solid welding wire that is less expensive than the one used in flux core welding. This is far from the truth because besides the cheap welding wire, you have to get additional equipment which increase the overall cost of MIG welding.
You have to buy a gas pressure tank and its components including a regulator, hose and flow meter. Keep in mind you need a different tank for each type of gas you will use for each metal. Also, consider the costs of transporting the gas tank to and from the refill point. All these extra requirements make flux core welding cheaper than MIG welding.
Where you can weld is another differentiating factor. You can only do MIG welding and dual shielded gas indoors, therefore you need to have a garage or an indoor workspace. Both welding methods use shielding gas which is very sensitive to the wind. If you have to work outdoors, be sure to get a windshield.
Self-shield flux core can be done outdoors because it doesn’t need a gas tank. Also, it doesn’t require a lot of equipment, thus easily manageable.
Just because MIG welding is meant to be done indoors doesn’t mean you shouldn’t have any ventilation. Both MIG welding and dual shield flux core use gases that can suffocate you if they leak. the gases have no smell so you wouldn’t know the harm they are causing, plus flux core welding make more fumes and smoke when you weld, making it hard for you to see the weld puddle.
MIG welding cannot work on any metal that is galvanized, covered in scale or painted. You would have to clean the metal thoroughly from top to base to get perfect results. Otherwise, you will end up with a poor weld, weld rusting or even complete failure.
Flux core welding is much more tolerant to dirt because the flux wire removes impurities from the base into the slag during the welding process. Slag is produced simultaneously until the entire welding process is complete. Even though flux is tolerant to dirt, industry professionals Trusted Source How To Clean Metal Before Welding - ACRA Machinery For a strong weld, you need to clean the metal beforehand so there are no contaminants. This is because it can interfere with the welding, create resistance and even create a weld splash. www.acra.com.au recommend cleaning your metals before welding for the best results.
All in all, in case you are dealing with a dirty or galvanized metal, flux core welding is your best bet.
As mentioned before, each welding method has its pros and cons and that’s why it’s hard to say one is better than the other. Here are the advantages and disadvantages of each technique:
Pros
Cons
Pros
Cons
In sum, our Flux core vs. MIG welding showdown proves that both welding methods have advantages over each other. Each of them has specifications that make it suitable for different welding applications. Choosing one entirely depends on your personal welding needs and budget. For instance, if you want a more affordable option, then Flux core is your best bet as MIG welding has additional costs on top of it relatively cheaper solid wire.
When choosing either method, think of the metal you are going to weld, where you will weld it, the results you expect and your budget for the whole set up. Whichever method you go with, ensure you get the best quality welder for stellar welds.