
If you’re a novice welder then you’ve definitely come across the 030 vs 035 Flux Core Wire debate. When you’re new to the welding world, differentiating between the different wire sizes can be difficult. Wire thickness is important because it impacts the overall quality of your weld. The wire diameter also affects mechanical properties such as elongation and tensile strength.
Even the most experienced welders have a hard time differentiating between the .030 and .035 flux core wires. The debate about which one is better has been going on for a long time, and the answer is not always straightforward. In this guide, we’ll help you make a definitive choice. We’ll highlight the differences between them, the benefits of each, as well as the factors you should consider when making a choice. Let’s dive right in!
Welding has been around for centuries, and according to Tulsa Welding School Trusted Source A Brief History of Welding Tools | Tulsa Welding School Welding is used to fuse together pieces of metal to create or repair various metallic structures. Welding equipment can operate using lasers, open flames, or an electric arc. To learn more, contact Tulsa Welding School. www.tws.edu , it can be traced back to the bronze age. In fact, there’s evidence that the Egyptians used welding to create weapons and other tools such as swords in the world 1,000 BC. Thanks to technological advancements, the process of welding has improved into what we know today.
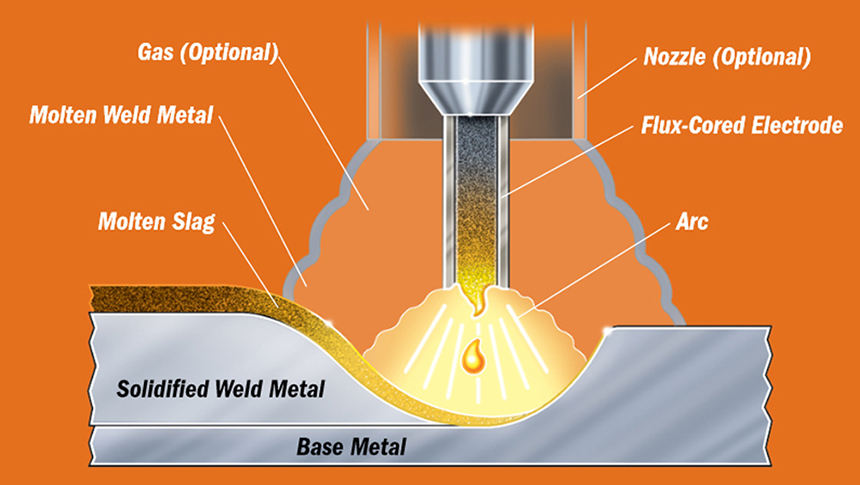
Flux core wire is a type of wire with self-shielding or gas-shielding welding properties that results in high-quality welds. Here’s a quick overview of the 2 types of wires.
Flux core wires are a great option if you prefer outdoor welding because the wires are protected from exposure to air. These types of wires are mostly used in structural steel, automotive manufacturing, farm repair, and construction. You can also use them in general fabrication and pipelines.
Some welders prefer MIG welding, which protects your welds from contamination by the atmosphere using gas. However, this type of welding is more time-consuming and expensive compared to flux core wires. Additionally, with flux-core welding, you can carry out your activities outdoors even in strong windy conditions, which is impossible with MIG welding. If you’re working with rusty metals, your chances of success are significantly increased if you use a flux core wire.
Other benefits of flux-cored wire include:
Initially, you may feel that you’re spending more on a flux-cored wire, but the decreased production time is worth every penny.

You already know what a flux core wire is and its main benefits. But, how do you determine what to choose between the .030 and the .035? For starters, you need to understand the difference in the numbers referred to the rod’s diameter and thickness. Here are the most important differences.
The amount of electricity you use should be proportional to the wire thickness. This is the only way you’ll maintain proper and consistent welding arcs. Typically, ticker wires require a higher amount of electricity.
So, if you’re welding thick metals, you should go for the .035 rod. If, on the other hand, you’re working with thin metals, you should go for the .030 flux core wires. The same logic applies when it comes to the machine you’re using. If it has low amperage, we recommend using the .030 wire size.
The 0.035 flux core wire typically coils around a larger spool compared to the 0.030. This means that if your welder has a small wire feed capacity, you should go for the .030 as you’ll have an easy time feeding the .035.
If you’re in the market for welders, check out our comprehensive review on the best flux core welders, as well as one on the best flux core welders under $200.
If you’re working with thin metals, especially those around ⅛ inches, we recommend that you go for the .030 flux core wire. Metals above this size require the .035 flux core wire because it reduces the risk of warping the metal and offers better penetration.
If you’re working on wide metal, you’ll likely require more filler which is why you should go for the .035. You should, however, ensure that your welder has enough amperage to melt it.
It’s not uncommon for welders to work with rusty metals or material that’s full of miller scale. If you find yourself in this situation, you should go for the .035 flux core wire as it produces fewer inclusions and less porosity.
Confirm that the flux core wire you go for is suitable for multiple passages or single passes. If you use a single-pass flux core wire for multiple passes, your metal will be at high risk of cracking. So, ensure you go through the manufacturer’s specs.

Admit it; one of your least favorite aspects of welding is the cleanup. This is why you should go for a flux core wire that has been rated for low spatter. If you can’t find one, we recommend that you get the anti-spatter spray and apply it to the surrounding areas. Avoid spraying the weld joint as this may ruin your workpiece.
Go for a flux core wire that has impressive features but is still affordable. Most of the time, the rule of the thumb is; the larger the spool size, the lower the costs.
If you’re looking for the best .030 flux core wire, the INETUB BA71TGS comes highly recommended. It’s a Gasless flux-cored welding wire that’s easy to handle and guarantees high feed ability and smooth arc action. It also doesn’t require shielding gas and is suitable for both Single and multi-pass welding. It’s porosity-free, has low spatter, and has a good bead appearance.
According to multiple reviews, Hobart H222108-R22 is the best 035 flux core wire. It’s made from carbon steel and can be used for both single- or multi-pass welds. This flux core wire is perfect for prefab construction, machinery part fabrication, light structures, and general fabrication.
Flux core wires have a soft center and are prone to crushing. So, pay close attention to the wire tension to avoid damaging your welding wire.
If you’re still new at welding and are looking for a reliable welder, check out our comprehensive guide on the best welders for beginners.
One of the main mistakes that novice welders make is assuming that they’ll have a smooth time welding with flux core wires. It’s important that you practice until you’re able to create perfect welds. Here are some practical tips that will come in handy:
Other effective tips include:
If you have a welder that can take both the .030 and .035 flux core wires, we recommend that you experiment with them to see which size works better. The same applies to when you’re looking for the ideal flux core wire brand.
According to the Crucible Organization Trusted Source A Quick History of Welding | The Crucible The origins of welding can be traced back thousands of years. Here, we cover the history from the bronze age to the modern-day. www.thecrucible.org , most of the modern welding practices were developed during the industrial revolution. This was further accelerated by World War 1, I because people had to find a way of transporting weaponry. One of the major debates in the welding industry revolves around the 030 vs 035 Flux Core Wire. Which one should you go for? Well, the answer is dependent on the amperage of your welder, the thickness of the metal you’re working and the types of joints. You should also consider the amount of spatter produced and the welder’s recommended spool size.










