
You started electrode welding as a hobby, and you are getting to know the machine: great! It is the beginning of a journey that will let you make WOW objects and we are by your side. We hope your welding machines are too!
If you are learning, however, it may happen that something does not go the right way immediately. You may be coming across the problem of your welding rod sticking. If your electrode welder sticks, that means the welding rod does not ignite. Then you are asking, why does my welding rod keep sticking?
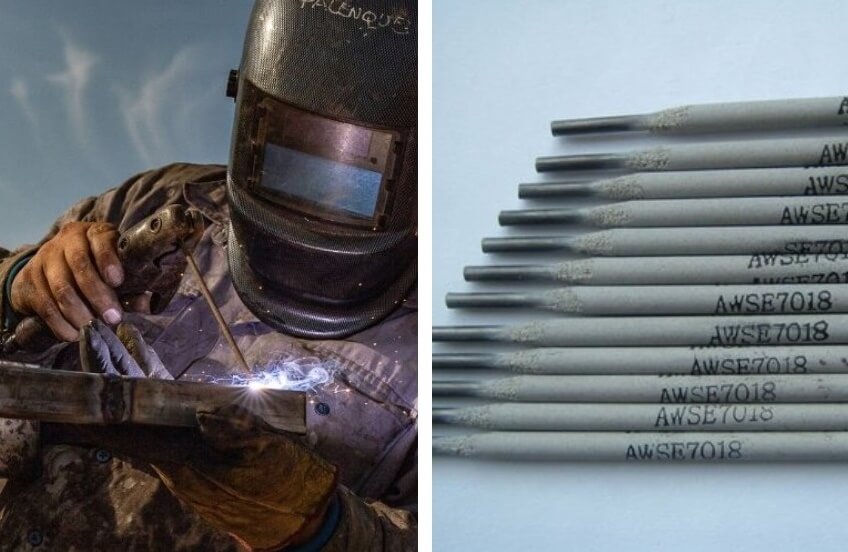
We are here to explain to you why this happens and how to fix it. A little spoiler: you need to know about the right DIY welding machines that hit the spot. This problem is often encountered in stick welding, although it’s also possible with tungsten inert gas welding. But we’ll be focusing on the stick welding aspect of the problem. So, before we start, let’s see how stick welding (also called MMA) works.
First invented in 1888 in Russia, according to The Welding Institute (TWI) Trusted Source Manual Metal Arc Welding (MMA, SMAW or Stick Welding) - TWI Principles of the MMA (SMA) welding method are outlined including characteristics of the types of electrodes and electrode coatings, suitable power sources and current ranges. (Nov. 1994) www.twi-global.com , the MMA method is the most widespread welding process in the home. The MMA welding process is relatively cheap and easy to learn for beginners.
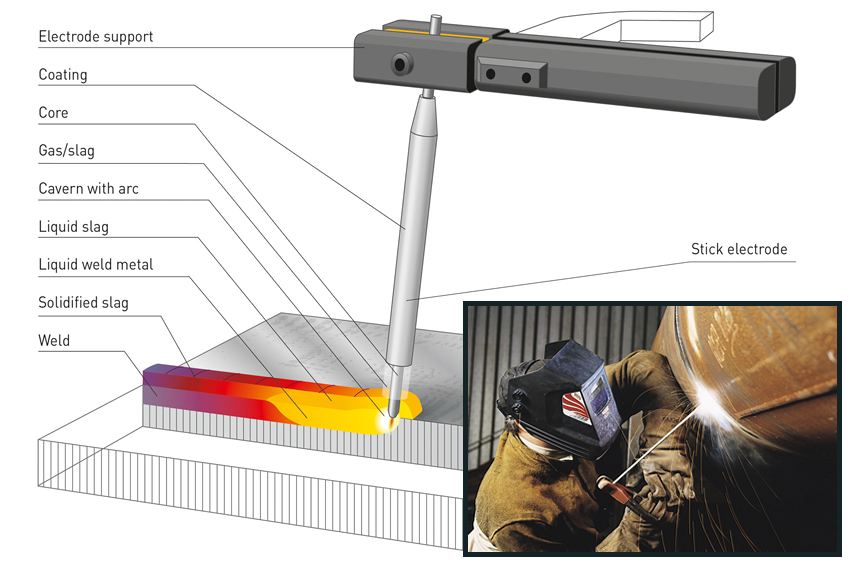
The stick electrode is clamped in an electrode holder and the current on the welding device is switched on to match the electrode thickness.
Briefly tapping the electrode on the workpiece and immediately lifting it off again creates a short circuit that ignites the arc.
This remains when you hold the electrode about 5 mm above the workpiece.
Here, too, you should practice a little before starting a specific project. Take a piece of sheet metal and just weld a few beads.
While the arc is in place, place the electrode on the sheet metal and run it along the point to be welded with gentle pressure. You will feel how the electrode burns off and at what speed you have to adjust it.
If the electrode sticks to the metal, you have to react quickly and remove the electrode, as this puts a lot of strain on the welding machine and could damage it.
The main area of application for electrode welding is steel and pipeline construction. Because of the significantly lower welding speeds, electrode welds are preferably used in the assembly area, since the machine effort is relatively low compared to other processes.
MMA arc welding can also be used under adverse weather conditions, such as wind and rain can still be carried out without errors, which is also important for outdoor work.
Arc welding with shielded metal Trusted Source What is Arc Welding? - Definition and Process Types - TWI Arc welding is a type of welding process that uses electricity to create heat to melt and join metals. www.twi-global.com is considered a manual process. Here an electric arc is generated as a heat source, which is drawn between the electrode (held by the electrode clamp) and the workpiece (base material).
The heat generated melts the base material and the electrode material (filler material).
The electrode welding machine essentially consists of the following elements:
Electrode welding works on the direct current principle. The current from the power generator does not change when the welding electrode is moved over the workpiece.
The current generator must therefore keep the current constant, regardless of whether the arc length changes due to approach or distance in relation to the electrode. Even current means that the arc is more stable and the better the working conditions for the welder.
Electrode sticking occurs with welding processes that use consumable and non-consumable electrodes, most especially MMA and tungsten inert gas welding.
Let’s start from the beginning: so, why is your welding rod sticking? If the electrode welding sticks and does not start, it means that the electric arc does not ignite.
It can be several things. But most of the time, it is a problem of dexterity or experience but in this case, you do not have to worry because if you have chosen an anti-stick welding machine, it is more difficult for this to happen.
In the meantime, let’s see the problems related to the type of electrode you are using. Some causes of the problem may be the following:
You have adjusted the current too low: try to turn it up a little and the stick should stop gluing to the metal surface.
It may be that the no-load voltage of your machine is very low – let’s say about 35 to 40 volts (you can see that on the machine’s nameplate) – even though your regulator tells you that you are at 80 or 100 amperes. Sometimes they sell us pigs for a hare. This is why the electrode sticks. One thing is what it indicates to us in the regulator or selector and another is the effective output.
Normally welders should have a nominal no-load voltage of 55 to 60 V.
The current strength depends on the diameter of the electrode: the thicker it is, the higher the current strength (ampere) must be set.

The electrode may have problems because it has been poorly stored and has taken on moisture.
A 3/32 E-6013 electrode such as the Forney 30301 Welding Rod requires between 40 and 90 A. Also, it will depend on the base material, its thickness, type of joint, and hand of the welder. Therefore, you should check what type of electrode you are using and its condition.
The welder may not be doing it right. If you are welding with a 3/32″ electrode, the electrode should be 2 to 3mm apart from the base material, to maintain the arc.
Among other causes, it could be the wiring you have in your workshop. Normally for a 240 V voltage welder, a safety flip-on of at least 50 A per phase of that circuit is recommended. So you should have a wire no less than a 6 AWG that can nominally conduct 55 A. The 8 AWG wire has a capacity of 40 A, and a 10 AWG of 30 A.
In any case, you have to take note of your welding machine, its connections, and its plate, to see its specifications.
Another aspect that can influence is the cleaning and preparation of the material. If it is dirty, with traces of paint and other impurities, such as dirt, mud, grease, oils, etc., you will not get a good weld. However, some electrodes work better even on light to the medium-heavy dirt surface. The Hobart 770460 6011 is one of the best in this case. It works on light to medium amounts of rust, dirt, or paint.
So, now that you know why the welding rod is sticking to metal, now you should have an idea of how to fix the sticking electrode. Later on, we’ll tell you what to do to prevent the problem.
When your electrode is stuck, give the electrode holder a small sharp jerk. Never let it remain for too long. Immediately you find out your electrode is stuck, try to remove the electrode as it will keep drawing current, therefore, getting heated up.
Twist the electrode back and forth if it doesn’t come off with the first jerk, work it so it can come loose. The first jerk would have loosened it. A few more should make it come off.
If the rod is not coming off still, simultaneously press the release lever for the rod, while loosening it. This way, it should come off.
First, you have to note that if the electrode gets too close to the base metal, it will decrease the voltage, causing the arc to be extinguished. In this case, the rod will glue on the metal workpiece, instead of melting as it should. So, it only adheres to the base metal. That means there isn’t enough current to melt it, but enough for it to stick.
Remember, the electrode should be 2 to 3mm apart from the base material, to maintain the arc.
The cases we have illustrated to you concern the type of electrode you use and how you conduct the welding. But what about the welder instead?
You can solve your welding problems with the right welding machines. When an aluminum welding machine is used for welding thicker metals, the right amps may not be pulled. Also, consider that TIG welders are best suited to aluminum and sheet metal welders are most effective when they are MIG.
The anti-stick welding machines have been created just for you who are welding as a hobby or if you want to learn how to weld. They are easy to use welders even for those who are not experts and the reason is simple: two features make your work easier and prevent the electrode welding from sticking.
The problem with sticking electrodes is usually insufficient power. However, with a machine with Hot Start, when the electrode touches the piece to be welded, the welder “feels” it. And to help you out, it gives you 80% more power. Great, right?
It helps you when your dexterity is a bit poor (i.e., while you are learning). In this case, you tend to push the electrode onto the piece. Also, in this case, the electrode welder “feels” it and gives you a current peak (about 30%) that allows you to advance with the welding.
What if after checking the electrode and choosing the right welding machine, the weld still sticks?
At this point there could be two problems, the current may be too low or the electrodes are bad.
The situation of an electrode that is not sticking or igniting at all is, even more, worse than one that is sticking.
One reason could be that your welding electrode is wet or damp. Then you should make sure that you use dry electrodes in the future.
On the other hand, you may have made a mistake when igniting the electrode. In this case, you should make sure that your electrode does not lie directly on the material during ignition (vertically).
Tip: Ignite the electrode and then “stroke” it over the material.
Making mistakes is part of learning in life. But in welding practice, there are some mistakes you make that you should never make again. We have listed some of the most common errors.
The first mistake not to make is to economize and skimp on the type of welding equipment to buy. This is because we all want to spend less on professional or DIY materials. And often we skimp on the technical characteristics and equipment necessary for a welding machine.
This can be detrimental in the long run. It is essential to precisely define the needs (welded thicknesses, grades, processes) and to think in the long term.
Another mistake to be avoided is not cleaning and stripping the surface of your parts before starting a welding operation. We know that this tedious cleaning operation is often overlooked or poorly done.
Wanting to weld on dirty (presence of oxide, paint, grease, humidity) or poorly cleaned surfaces generates a lot of defects, bad welds, and various problems. Otherwise, you will notice that your stick welder keeps sticking.
It is necessary to clean and mechanically strip the surface of your parts before starting a welding operation. The aluminum oxide layer should be removed as much as possible.

The third mistake not to make is not properly maintaining your welding equipment and welding machine. This material is expensive so it must be taken care of. Welding equipment can last for years if properly maintained before and after any welding operation. Regularly change consumable parts in poor condition (the stick electrode, the torch contact tip, wire guide sheath, tungsten electrode, gas diffuser, etc.).
Another mistake is not knowing your welding machine well, not correctly selecting the type of current and the polarity of the welding current, and incorrectly setting the welding parameters. A polarity error (too high or too low current and too low or too high voltage) will have significant consequences on the quality and appearance of the weld.
Another mistake not to make is not knowing the specifics of the base metal to be welded, not choosing the right grade and type of filler metal in relation to the material to be welded. Often this requires minimal knowledge of metallurgy applied to welding and the strength of materials. Is it necessary to preheat the part to be welded, a post-heating, and/or heat treatment after welding?
You should always use a test piece to set the welding methodology and the electrical welding parameters to realize the final result before welding the final part.
If the diameter of the rod or the filler metal wire is too small, the filler metal results in melting the end of the wire before introduction into the molten pool. It is necessary to choose the diameter of the filler metal in relation to the intensity applied
Electrode sticking isn’t limited to stick welding. Many specialists recommend that you use a refractory electrode of pure tungsten with a green tip. But practice confirms that the use of a lanthanide tungsten electrode (WL) or zirconium (WZ) or rare-earth tungsten is also effective.
Also, the diameter of the tungsten electrode must not be too small. The tungsten electrode is struck by the electrons during the positive alternation of the alternating current. If the diameter of the refractory electrode is not sized for the welding current applied, the end of the ball vibrates, rotates, and disintegrates in the weld pool.
One major reason you may be coming across the problem of your welding rod sticking is an incorrectly set amperage on your welding machine. If too few amps are set, the electrode cannot ignite optimally.
In summary, you can do the following to prevent your welding electrode from sticking and igniting correctly. Use a dry welding electrode. Also, when igniting the electrode, do not place it directly on the workpiece. Use the ignition aid at the specified angle and stroke the ignited electrode over your workpiece. By the way: If the problem persists, move the electrode slightly to the left and right. Check the amperage (A) setting on your welding machine.