
While welding thin metals with less than 2mm thickness, special welding machines such as argon, acetylene oxide, or wire welders are used. This operation can also be carried out with an electric arc welding machine thanks to the latest technologies.
However, with the use of the electric arc welding machine, the current used to heat the electrode can be greater than that required to weld thin sheets, and you could burn the metal. To prevent this from happening, it is necessary to understand the techniques of welding thin metal. Let’s see the most suitable welding techniques or processes that are recommended for welding thin metals.
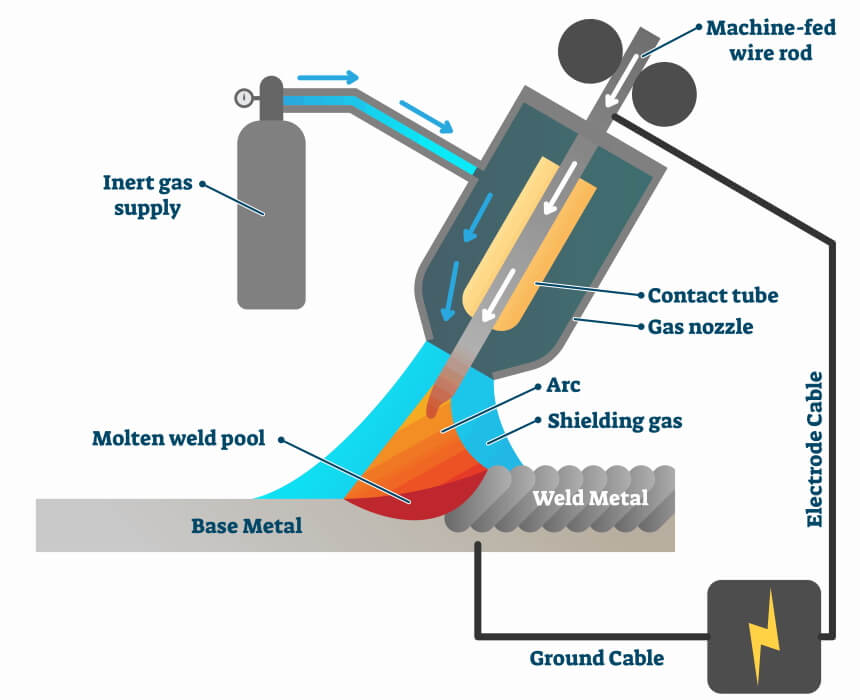 The metal inert gas (MIG) machine is the ideal device for this type of welding. It is used in bodywork with 0.6mm wire. You can weld any thickness, provided you have the right wire and the necessary power.
The metal inert gas (MIG) machine is the ideal device for this type of welding. It is used in bodywork with 0.6mm wire. You can weld any thickness, provided you have the right wire and the necessary power.
In MIG welding, solid wire is used. A flux-cored wire is also used with specific shielding gas or without gas.
Welding thin sheet metals with an MIG welder involves a different welding technique to ensure you don’t blow through the metal. Blowing through the molten metal allows transfer through the metal sheet. This increases the stress on the weld and distorts the point of the strikethrough. Using a welding technique that reduces heat in the weld eliminates fine metal blow through and keeps the metal of the construction from stress or distortion.
The tungsten inert gas (TIG) welding process, also known as the tungsten arc welding (GTAW) process Trusted Source Gas Tungsten Arc Welding (GTAW) | American Welding Society Education Online awo.aws.org , has long been touted for its ability to weld a variety of materials. It also can provide clean, high-quality welds without sparking, spattering, or leaving slags. It also gains popularity in applications using thin materials, 6mm or thinner sheet metal.
The welding of thin metal sheets with the TIG technique is one of the most common methods of welding. This technique provides high-quality joints but requires specialized operators.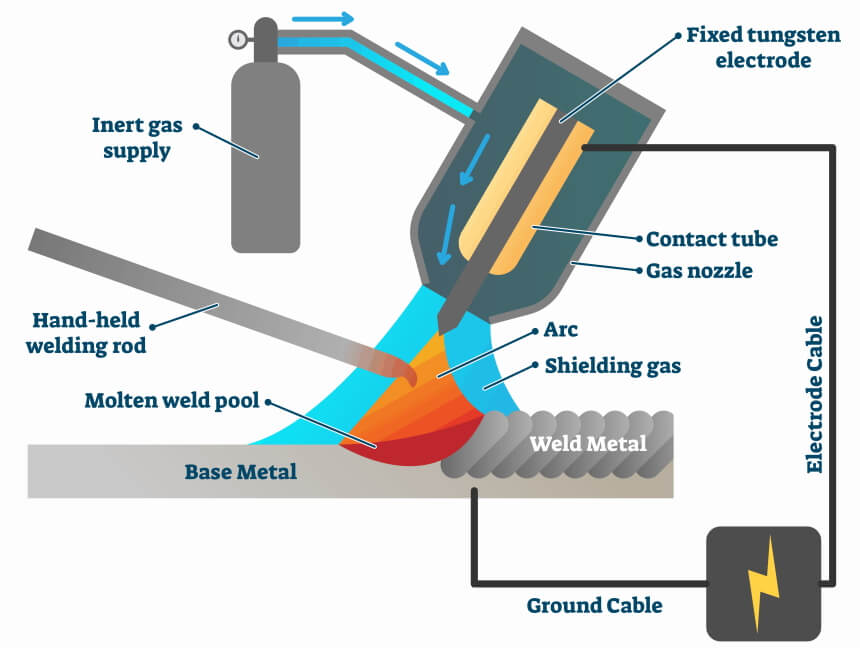
As a general rule, the recommended amperage for welding metals that are thin is 40 A for each millimeter of material thickness to be welded in a GTAW process.
For instance, when welding 6mm thick materials, set the current from 200 – 250 A. If you are welding aluminum, make sure you adjust the arc with oxide cleaning.
You can start with the AC balance of 70 – 75% electrode negative and 120 Hertz frequency. These parameters should remove the oxide layer from the surface while providing a stable and smooth arc with good directional control. The Broadfashion Welding Magnetic Holder is perfect for stabilizing the welded materials.
Part alignment is critical. In order to reduce heat injection when welding thin metals with GTAW, make sure the materials are aligned as close to each other as possible.
Welding thin metals using the stick welding process is easy with an MMA welding transformer. However, you should avoid the inverter.
Welding sheet metal of about 1 mm with a 1.6 rod is difficult continuously, if not impossible. Perforating the metal is usually the result. It is, therefore, necessary to weld in small steps, letting it cool a little each time.
You can put a strip of sheet metal or angle iron in the angles below the weld and prevent the temperature of the support metal from rising.
To be able to weld thin sheets, it is necessary to set the welding machine on the lowest amperage, always bearing in mind that this is the ideal power to achieve the melting of the electrode. To understand what the suitable power to reach is, it is recommended to experiment on a scrap piece and see at what moment the electrode can reach the degree of fusion.
Once the right temperature has been found, move the electrode on the metal sheet to be welded. The spot technique must be used. Don’t use contact welding, especially if you are doing the first pass.
If the pieces of sheet metal to be welded are on the edge, you need to do some preparatory works, especially if the material on which you are going to work is very old. The first thing to do is to perfectly clean the joints, eliminating rust and any slag that could act as a barrier to the electrode.
Welding thin metal to thick metal is a challenge all welders face at some point. At first, it seems easy, but once you learn the technique, they are not difficult to make. Whether you weld with a stick welder or a wire feed unit, the technique and ideas are the same.
 Adjust welder setting for thicker metal. That is, the welder’s amperage and voltage settings should be marked on the thicker metal. If you set it to effectively weld only the thinnest metal, it will be far but strong enough to sustain the fusion.
Adjust welder setting for thicker metal. That is, the welder’s amperage and voltage settings should be marked on the thicker metal. If you set it to effectively weld only the thinnest metal, it will be far but strong enough to sustain the fusion.
Start welding the thickest side first. Strike an arc over the large piece first. Hold down until you see the puddle of molten steel, and then momentarily dip the electrode over the thinnest part. The trick is not to hold there too long, but long enough that a good fusion happens. Move along the weld in this way until the weld is complete. Welders always spend more time on thicker steel than thinner steel, and the weld must penetrate well while ensuring it does not burn through the thin piece.
Finally, you need physical weld testing Trusted Source Weld Testing - TWI Weld testing is a greatly specialised discipline requiring skill and expertise, with testing methods being a central aspect of weld procedures for a multitude of construction and fabrication processes. www.twi-global.com . Depending on how thick each metal is, there are several ways to do this: destructive and non-destructive weld testing.
In this case, weld-testing with a small hammer in various places is universally accepted as a decent test. You could also try manually bending the weld at the joint, but if the weld is only intended to fuse the parts and not necessarily for strength, you could bend the metal to smaller ones.
If you have successfully welded the items, let them cool, and you are ready to prime and paint the steel. If not, try again with a little more heat and keep the electrode slightly longer in the thinner metal with each dip.
When we weld metals of little thickness, the greatest difficulty arrives in the excess contribution of fillers (or beads) to the material. If the welded metal exceeds its melting point, it will melt like butter, and gravity does the rest of the work. It hangs down and falls in the form of drops, leaving a hole that is difficult to cover.
So what should you do in this case? It’s simple! Reduce the amperage, the deposited filler added to the material to be welded, and don’t do much contact or cold welding. Spot welding is enough. That is all.
You have to bear in mind that we are welding a 1 to 2-millimeter material that soon turns red hot and touches its melting point in a very short time. The wall of these very thin materials supports very few beads in a small area. Therefore you have to reduce the fillings.
To do this, you can use thin electrodes of small diameter. These include those of 2 millimeters in diameter or even those of 1.6 mm in diameter. The latter is usually a bit more expensive and somewhat more difficult to come by, but for some jobs, it is a safe bet. You can use a Metal Sheet Thickness Gauge to measure the gauge of the material and the diameter of the stick.
Although the 2mm are a good fit for making small dots, to avoid piercing thin plates, it is not enough to use only small diameter electrodes. There are still more things to consider.
 As we have already said, the first is that you use small diameter electrodes. The reason is simple, a thin electrode needs less power to be melted and dissipates less heat, and therefore transmits less heat to the materials to be welded. Also, the welder you choose to use is a factor. There are welding machines dedicated to sheet metals.
As we have already said, the first is that you use small diameter electrodes. The reason is simple, a thin electrode needs less power to be melted and dissipates less heat, and therefore transmits less heat to the materials to be welded. Also, the welder you choose to use is a factor. There are welding machines dedicated to sheet metals.
In this way, we manage to significantly reduce the amount of bead contributed to the joint to be welded, achieving a longer time with the welding arc on. One of the most effective machines for making small spot welds is the Stark Professional Spot Welder Machine. It’s porta portable and made for DIY and professional welding.
We also have to consider that the other way to reduce the filling supplied is the welding arc time. Make smaller points so that the area does not get too hot and the hole that you dread so much does not appear.
Do not try to make a long weld in a row. You also have to keep in mind that making small dots with these thicknesses is strong enough if done correctly. We don’t recommend making spot welds of more than one centimeter in length. Just weld more spots and reduce the distance between them.
And going back to how to reduce the heat in the area where you weld, you can still try out something else. You can let the area you’ve just welded cool down to work on other nearby spots. You can weld in different places to allow each spot you’ve welded to cool down.
It is always important to apply the proper angle, distance, and feed when welding materials, but it is more important when it comes to spotting welding sheets or thin metal tubes.
The angle will be variable depending on the amperage. A higher amperage will allow us to put the electrode more perpendicular when we weld in a horizontal position. When we have less current intensity, it will force us to knock down the electrode a bit more.
For this, I have prepared a video in which an image is worth a thousand words.
In summary, of all these good practices, the right considerations are:
First, arm yourself with patience and time to cover it up. Now you know that you have to let the materials cool down, and you should go little by little with small welds through the walls of the metal sheet until you close the holes. Allow time for them to cool enough so that the material does not fall off again.
The welds must be very small points to the extent that as you turn on the arc, you are already turning it off. It is the only way to achieve it with so little thickness.
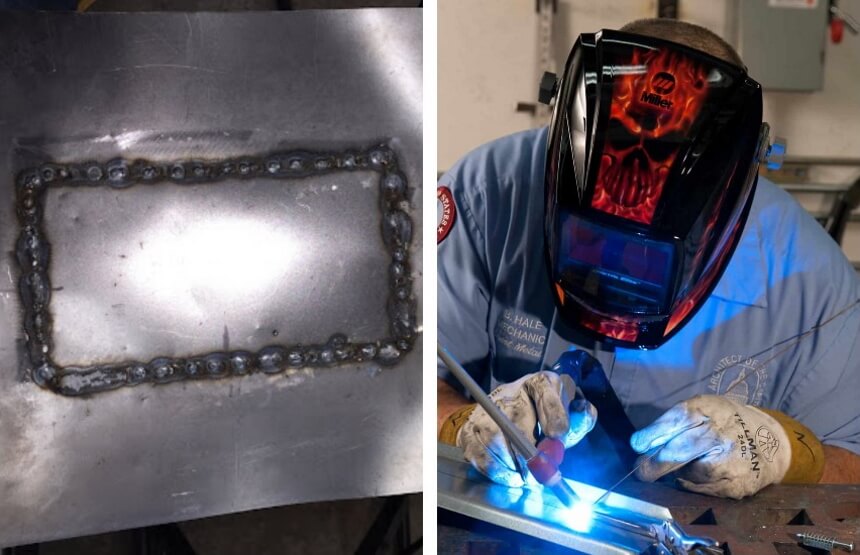
Many hobby welders encounter difficulties when they weld thin metals with low thicknesses of around 1 and 2 millimeters. It doesn’t matter how much effort you put in to salvage the situation; the welding process always ends with holes.
This is usually the case for home repairs, hobby works, and small constructions to improve your home. Well, we have to tell you that you are attempting one of the most difficult tasks, for starters. Welding thin metals are much more complicated than welding thick metals. But it’s impossible either, as we have shown in the entire article.
Now you know what you must put into practice to weld thin thicknesses. We hope this helps you improve your welds and achieve your goals.










