
The inverter-type welding machine has developed new ways of working, achieving improved performance in several areas. One of the points in favor of inverter welding machines is the possibility of selecting the welding polarity. This means giving more “power” to the electrode holder or work clamp.
Welding equipment can work with alternating current or direct current. In the case that these are of alternating current, the working polarities are not distinguished since they are simultaneously alternated by both cables and poles. However, when welding equipment has a direct current output, it works with straight polarity or reverse polarity. In the rest of the article, we will see what polarity is and the different types of generators.
Polarity in welding is a term that is used in describing the electrical connection in your welding gun to the terminal system in the welder or other power source producing the direct current.
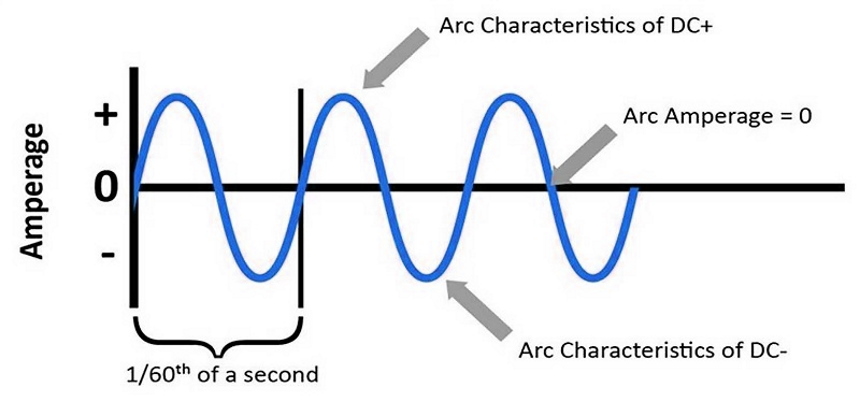
When you connect the gun cable to your welder’s positive (+) terminal, we call the polarity DCEP, also known as reverse polarity, and known in full as the DC electrode positive.
Most of the GMAW applications run on DCEP. This connection provides a more stable arc, relatively low spatter, smooth weld metal transfer, good characteristics of the weld bead, and a greater depth of penetration of weld currents.
These two polarities ( straight polarity Trusted Source Straight Polarity | American Welding Society Education Online awo.aws.org or reverse polarity Trusted Source What is Reverse Polarity in Welding? - A Complete Guide - WaterWelders If you use the incorrect polarity, it’ll cause a lot of spatter, amongst other issues. So, join us as we elaborate on reverse polarity so that you can understand better. waterwelders.com ) have different working characteristics as regards penetration in the weld beads that they carry out.
The straight polarity contributes more heat to the base material or piece and the reverse polarity contributes more heat to the electrode. But let’s go into a little more detail on both polarities.
 The electrode welding process is based on the direct current principle, i.e. the current provided by the generator must not change when the welding machine moves the electrode in relation to the workpiece.
The electrode welding process is based on the direct current principle, i.e. the current provided by the generator must not change when the welding machine moves the electrode in relation to the workpiece.
According to its design, the source must keep the current constant if the arc length changes due to the approach or distance in relation to the electrode. The more constant the current is, the more stable the arc is and the better the working conditions for the welder.
A device for welding current control is generally integrated into the generator, either mechanically (magnetic shunt” or transducer) or electronically (systems with controllable semiconductor rectifiers (SCR) or inverters).
According to these distinctions, the electrode welding machines can be divided into three families according to their design: electromechanical, electronic (SCR), and inverter welding machines.
According to the polarity of the current at the generator output, two further categories can be distinguished: AC and DC welding processes.
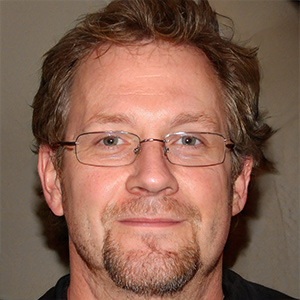
The current of the generator has the form of a sine wave, which changes its direction of flow at regular time intervals with a frequency of 50 to 60 cycles per second (Hertz). The wave is generated by a transformer that converts the mains current into an alternating current suitable for welding. This type of generator is used in electromechanical welding machines.
The current at the generator output is in the form of a continuous wave. It is formed by a rectifier, which is connected downstream of the transformer and converts alternating current into direct current. This output is typical for SCR and inverter generators.
If a direct current generator (DC) is used, a further distinction can be made according to how the poles of the welding power source are connected to the workpiece:
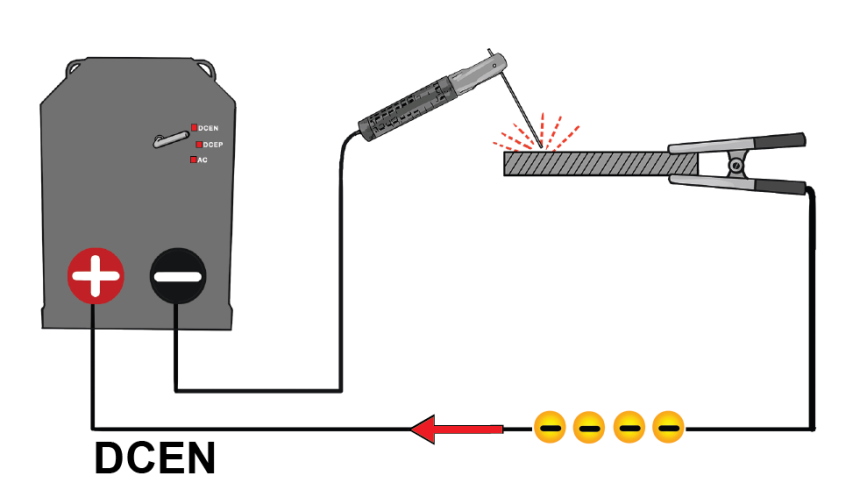
 Straight polarity brings more heat to the base material to be welded. The particularity resides in the circulation of electrons in the circuit. In this case, the electrons flow from the electrode to the part.
Straight polarity brings more heat to the base material to be welded. The particularity resides in the circulation of electrons in the circuit. In this case, the electrons flow from the electrode to the part.
This type of polarity is the most used with TIG welding and with some coated electrodes such as the Forney 30681 which has flux coating. Meanwhile, uncoated arc welding electrode sticks such as the Hobart 770460 6011 are only suitable for AC or reverse (DCEP) polarity.
With this method of connecting the electrodes, the workpiece is heated more than the electrode. This mode is characterized by the release of a much larger amount of heat.
The main feature of this procedure is high-quality welds in terms of the absence of slag and very effective protection of the weld pool and the adjacent areas of the base material.
Straight polarity welding is recommended for the following operations:
In these cases, the workpieces have to be heated to higher temperatures, and considerable heat dissipation is required to carry out this work.
The method is preferably used for welding materials that are otherwise difficult to weld. Examples include aluminum and its alloys, magnesium and its alloys, copper, titanium, etc. In addition, the process is used for the root parts of vessels and steel pipes.
Welding low carbon steel with this process is prone to pore formation and requires careful weld edge preparation, welding parameters, and protection.
 In this case, the reverse polarity brings more heat to the electrode. The electrons circulate from the piece to the electrode, reaching a higher temperature than the piece. Reverse polarity is the standard when welding with a stick, MIG welder, and other multi-process welders.
In this case, the reverse polarity brings more heat to the electrode. The electrons circulate from the piece to the electrode, reaching a higher temperature than the piece. Reverse polarity is the standard when welding with a stick, MIG welder, and other multi-process welders.
Some of the benefits that reverse polarity provides are that greater penetrations are achieved with basic electrodes and arc stability when welding with these electrodes. This type of polarity is not usually used for TIG welding except when welding aluminum.
In this case, the electrode is heated more so that less heat is transferred to the workpiece.
This process is suitable for high-strength and corrosion-resistant welds, provided you make the right technology and selection of additional welding materials. Another area of application is the possibility of welding different materials – surfaces of copper and its alloys, steel, nickel-clad steels, and more.
It’s also ideal for when a change in voltage results in a small change in current. Therefore, the electrodes with reversed polarity allow work to be carried out in a softer (sensitive) mode.
This is relevant in many cases, for example when welding stainless, thin steel sheets, or heat-sensitive alloys.
This type of current combines both polarities, constantly alternating them in the welding cycle in equal parts.
In the reverse polarity, current flows in one direction in half the time. Current is hindered and causes instability of the welding arc, even cutting or turning it off.
To avoid these drawbacks, some welding equipment is equipped with high-frequency generators.
A welder must be familiar with the effects of polarity in the welding process. Generally, the electrode connected to the positive pole (reversed polarity) allows a greater penetration and the electrode connected to the negative pole (straight polarity) gives a higher melting speed. However, the chemical components of the electrode coating can vary the effects of polarity and, therefore, it is advisable to follow the manufacturer’s instructions to connect the electrode correctly, either to the positive or negative pole.
When welding with an electrode, the correct polarity should always be used to obtain the satisfactory results that are expected: good penetration, uniform appearance of the bead, and excellent strength of the welded joint.
 There is much controversy over how to test the polarity of electrodes during welding.
There is much controversy over how to test the polarity of electrodes during welding.
The straight polarity is one in which the clamp which holds the electrode is connected to the negative, and the clamp to the positive.
The reverse polarity is when the clip electrode is connected to the positive terminal, while the mass is connected to the negative.
To avoid confusion, they are often named according to the polarity to which the electrode clamp is connected. It is positive if it is connected to the positive terminal and negative in the other case.
Always, to facilitate communication, reference is made to the polarity to which the electrode is connected.
Another method is hooking up your TIG torch while striking an arc.
Set the amperage to around 75 amps. This way, you will know whether the polarity is DCEP (positive) or DCEN (negative). Mark the terminals when you determine the polarities for future purposes.
The direction of movement of the electrons is adjusted using the polarity by setting the wires in the “plus” or “minus” terminal. That is, if you are working with DC welding, there are two options for setting it:
The welding polarity is direct when the cable of the electrode holder is connected to the negative pole of the output of the welding machine. And on the contrary, we will say that it is reverse polarity when the electrode holder is connected to the positive output pole of the welding machine.
It is worth clarifying that we can only reverse the polarity in inverter-type welding machines that use direct current (DC). In these, the electrical energy flow always has the same direction: from negative to a positive pole or from positive to negative pole.